Comprehensive Guide to Industrial Waste Oil Refining: From Disposal Compliance to High-Value Output
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
Unlike decades ago, when industrial waste oils were a burden to the environment, today, they are a very valuable asset. In view of global requirements on ESG factors, carbon accounting, and fluctuating prices of crude oils, it has become a profitable business to establish a commercial refining plant.
Urban oil fields include used motor oils, hydraulic fluids, and industrial lubricants. Despite the extremely harsh degradation, all hydrocarbon structures are preserved fully intact in them.
High-purity products such as Group I/II base oils and ultra-low sulfur diesel can be obtained only with a great deal of chemical engineering knowledge.
The key to success in the case of project developers considering heavy investments lies in three aspects: feedstock contamination management, efficient process optimization, and rigorous environmental requirements compliance.

Industrial Waste Oil Management & Compliance
The success of the plant depends on factors far ahead of time when waste oil enters the distillation tower. Industrial-size plants (from 30 to 300+ tpd) work continuously. The continuous process requires precise input control so that there would be no mechanical fouling, poisoning of the catalyst, or unexpected shutdowns.
How to Reduce Cross-Contamination
Waste oils coming from industry are inherently variable. There will always be some amount of water, light fuels, wear metals, antifreezes, and chlorinated solvents in the mix. In any professional business-to-business setting, the strictest incoming quality requirements are mandatory.
Even a trace of chlorinated solvents produces highly corrosive hydrochloric acid during heating, which very quickly corrodes distillation columns, pipes, and condensers. Impurities also spoil the viscosity and flash point of your end product. For this reason, the automated testing loops should be mounted right in the receiving terminal before your oil is stored in the main tanks.
Storage and Separation Architecture
Efficient pre-processing starts at the storage tank farm. The commercial-scale processing facility uses a set of series-connected, robust tanks equipped with specially designed cone-shaped bottoms that facilitate gravitational separation.
By introducing steam coils within the tank, we speed up thermal separation. It is in this stage that a significant quantity of free water and sludge separates out from the crude oil. Following this, the oil goes through mechanical centrifugation and filter blocks for further separation.
Advanced Technologies in Waste Oil Refining
Transforming waste hydrocarbons into high-grade materials entails selective separation. Atmospheric boiling will not achieve this end. Let us look at how the three commonly used refinery methods measure up against each other:
| Technology Classification | Core Mechanism | Target Primary Output | Key Advantages | Major Industrial Challenges |
| Vacuum Distillation & Thin Film Evaporation (TFE) | Molecular separation under deep vacuum (<100 Pa) at lower thermal thresholds. | High-Yield Lube Base Oils (Group I/II) or Diesel Cuts. | Eliminates thermal cracking; prevents coking; high continuous throughput. | Requires high precision vacuum maintenance and robust heat exchange arrays. |
| Solvent Extraction Process | Liquid-liquid extraction using selective chemical solvent matrices. | Refined, High-Clarity Group I/II Base Oils. | Removes polycyclic aromatics (PAHs) and color bodies without altering hydrocarbons. | Requires highly efficient closed-loop solvent recovery systems. |
| Hydrotreating Technology | High-pressure catalytic hydrogenation at elevated temperatures. | Ultra-Pure Group II+ Base Oils or Low-Sulfur Fuels. | Complete destruction of heteroatoms (S, N, Cl); exceptional product stability. | High CAPEX; complex hydrogen infrastructure and constant catalyst management. |
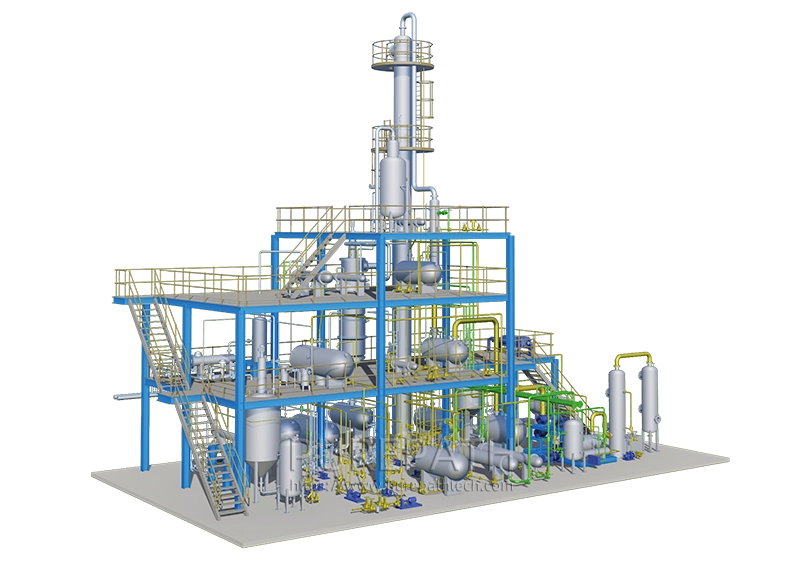
Vacuum Distillation & Thin Film Evaporation (TFE)
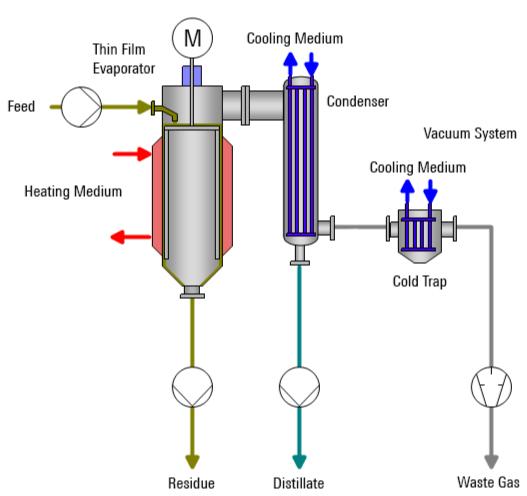
The waste lubricants cannot be distilled under regular atmospheric conditions due to the fact that at about 300°C, long-chain hydrocarbons become sensitive to thermal cracking. The subsequent heating will cause valuable oil compounds to break into low-value gaseous compounds with carbon coking in the equipment. Vacuum distillation helps overcome this issue by reducing pressure in the process to less than 100 Pa.
For facilities with large processing capacity, the state-of-the-art technology is the Thin Film Evaporator (TFE). TFE involves using a mechanical rotor to create thin turbulences of waste oil against the hot walls of the device. This provides for high efficiency of heat transfer and reduces the exposure time of the oil to just several seconds. Thus, there will be no risks of coking or thermal cracking of the oil.
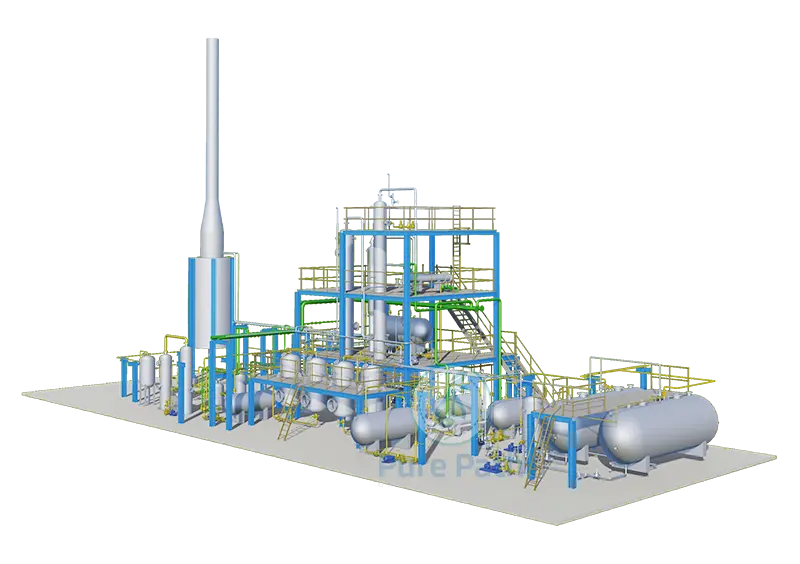
Solvent Extraction Process
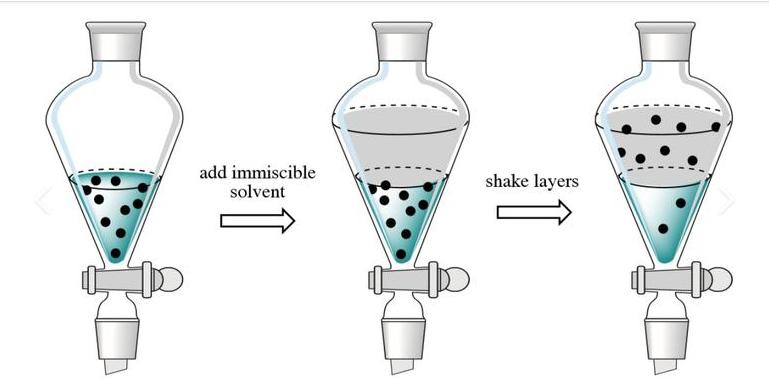
Through vacuum distillation, base oil is separated from the heavy asphaltic residues, but the obtained distillate is usually dark, highly odorous, and unstable due to the presence of aromatic compounds.
The Solvent Extraction Process is an environmentally friendly process used to refine this oil in a non-destructive way. Selective solvents are added to a liquid-liquid extraction column, thus making the process of dissolution and extraction of PAHs, polar, and color bodies possible. In the thermal stripper, which works in a closed-loop system, almost all of the solvent is recovered, thus giving premium Group I or II base oils with high oxidation stability.
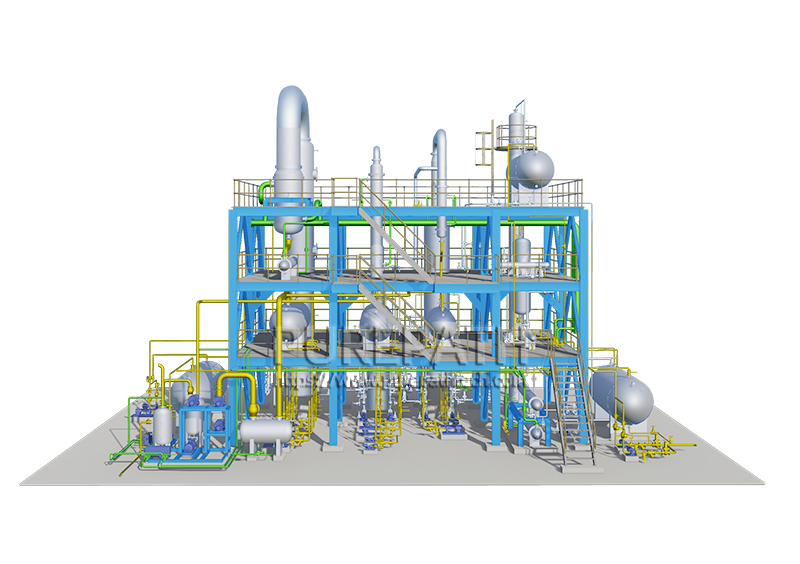
Hydrotreating Process
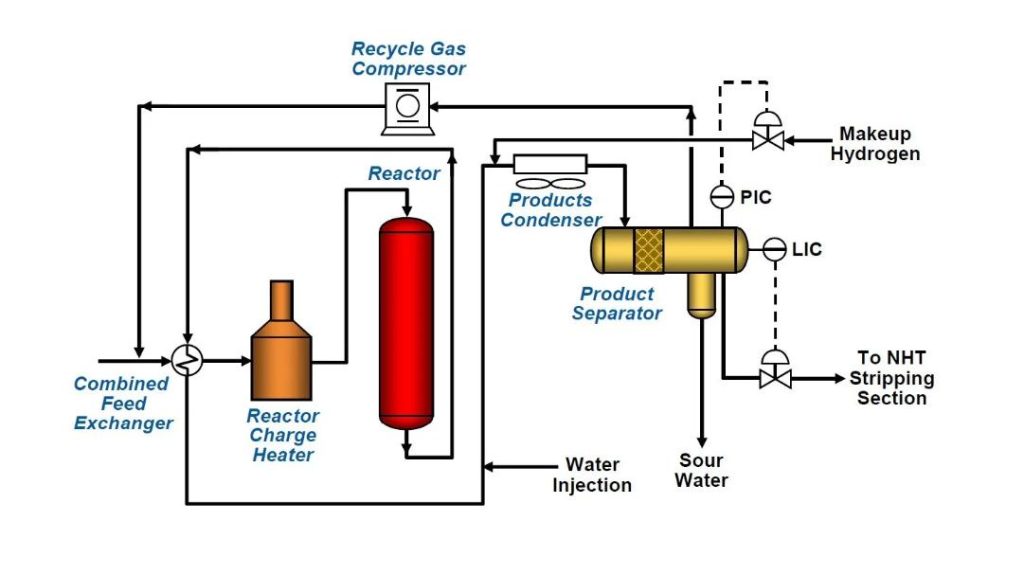
If the intent is to produce premium lubricants for international markets, Hydrotreating is the way to go. Working under high pressure and temperatures with specific catalysts, Hydrotreating involves the injection of hydrogen in gaseous form into the hydrocarbon stream.
The hydrogen removes impurities where organic sulfur is converted into hydrogen sulfide gas, nitrogen is changed to ammonia, and the unstable olefins are saturated. The output is a clear and pure Base II and Base II+ group oil, which equals or surpasses the quality of natural petroleum.
Setting Up a Profitable Waste Oil Refinery Plant

Constructing an extremely profitable and compliant refinery demands the use of system engineering methodology rather than an assortment of separate equipment. Investors should look towards continuous, automated engineering, procurement, and construction (EPC) models.
- Why Small Skids Not Enough: Entry-level investors are often attracted by the cheapness of small skid units. Yet they do not have enough economies of scale to remain profitable. Batch process involves wasting huge amounts of energy in heating-cooling loops, yields low-quality products, and requires frequent stops due to cleaning.
- The Benefits of Being Continuous: Continuous plants come with thermal recovery systems. Using the heat that comes off with the outgoing streams for pre-heating the incoming ones is possible through specially designed shell-and-tube heat exchangers. Such a design will cut your utilities bills significantly (OPEX).
Plant design today utilizes three automation systems:
- Thermal Management: The efficient design of heaters, along with low NOx burners, provides consistent thermal energy without creating hot spots, thus preventing fouling of the equipment.
- Environmental Management: Sophisticated scrubbing towers manage to neutralize non-condensable gases, and API/DAF oil water separators remove any impurities from the process water.
- Process Automation: Distributed Control System monitors pressures, temperatures, and flow rates, thereby ensuring protection of your yield and automation of safety shutdowns.
Final
The process of refining waste oil is no longer merely concerned with the disposal of waste; it is a technology within the global circular economy. Long-term profitability will necessitate that the process moves away from crude processing and embraces high-efficiency multi-stage continuous processes. With appropriate pre-treatment, thin film vacuum distillation, and high-end polishing systems, you can turn cheap waste into valuable chemicals.
Advance Your Waste Oil Refining Enterprise
Planning a medium-to-large-scale waste oil refinery project? Partner with the chemical and mechanical engineering teams at PurePath. We deliver complete, end-to-end B2B solutions—from initial feedstock feasibility studies and custom process engineering to full-scale EPC project execution.
Contact Our Global Engineering Hub: [email protected] | www.purepathtech.com