Development and current status of waste mineral oil regeneration process
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
Ⅰ. Classification of waste mineral oil technology
1. Repurification process Settling, centrifugation, filtration, flocculation, one or several combined.
This process is roughly equivalent to the simple regeneration in the past, and the main purpose is to remove the water in the waste oil, the mechanical impurities that are generally suspended, and the mechanical impurities that are stably dispersed in the colloidal state. It is mainly used to regenerate the self-use regenerative lubricants. Although not all indicators meet the new oil index, they can be used after mixing with or supplementing with new oil.
The advantages are simple equipment, low investment, low operating cost… The disadvantage is that the quality of the oil is poor, and the waste residue, floc, etc., cause secondary pollution to the environment.
2. Repurification process Add chemical refining or adsorption refining on the basis of “repurification”
After dehydration or flocculation, white clay refining or sulfuric acid-white clay refining, or chemical demetallization, chemical demulsification, etc., production of metalworking fluids, lubricants used under non-critical conditions, mold release oil, clean fuel, clean Road oil, etc.
From the current environmental protection as a starting point, this process technology also has serious secondary pollution problems, and the quality of recycled oil products produced generally does not meet the new oil standards.
3. Refining process is a recycling process including distillation
Ø Distillation – clay soil process;
Ø Distillation-acid-white clay process;
Ø Distillation-solvent refining – clay soil process;
Ø Distillation-hydrotreating process;
The third type of refining process is the main process of waste oil treatment. With the development of process technology, more advanced treatment processes are derived on this basis, such as the application of molecular distillation and the application of deep hydrotreating. The increase in the quality of waste oil reclaimed products is even comparable to the quality of new oils.
Ⅱ. Summary of technical problems in waste mineral oil regeneration process
1. Environmental pollution problem: The nature of waste oil treatment enterprises is hazardous waste treatment enterprises. According to national laws, secondary pollution cannot be generated (this point has become the key to the fatality of recycling enterprises with treatment certificates), so it is aimed at “repurification”. The biggest problem in the “re-refining” process is severe secondary pollution, mainly flocculated waste liquid, waste alkali and waste water in the alkaline washing and washing process, waste adsorbent adsorbed and refined, acid residue purified by sulfuric acid, and refined white clay. If the waste is disposed of and discarded, it will cause serious pollution to the environment. If the corresponding “three wastes treatment” is carried out, the corresponding treatment cost will increase greatly.
2. The problem of scale limitation: the distribution channels of waste oil are scattered. Due to the cost of recycling (personnel, storage, transportation, profit), it cannot be processed in large quantities, and the advanced treatment process is environmentally friendly, high in technology and mature in technology. It is said that the scale is relatively large, and at least the processing scale of 100,000 tons/year or more has relatively good economic benefits. It is useless. At present, industry regulations require that the smallest scale of new waste mineral oil treatment enterprises be 30,000 tons/year. However, after actual research, most of the SMEs’ production capacity is basically between 10,000 and 20,000 tons, and some enterprises even have an annual handling capacity of several thousand tons. Mainly because of regional differences, the final flow of waste oil to professional (certified) waste oil treatment enterprises is severely restricted and restricted.
3. Process technology “Hundreds of schools contend”: Popular point is that they are fighting each other, and they are self-sufficient. In order to ensure that technology owns the interests of enterprises themselves, there are quite a few “advanced technologies” that have no scientific and technological content, which not only harms a group of believers. The owners also have a particularly large impact and negative impact on the entire industry. Therefore, when looking for related technologies, enterprises must choose formal engineering companies and design institutes with certain qualifications and continuous research and development capabilities. Only in this way can the company’s own interests be protected from damage. In the actual exchange process, some enterprises do not even know. There is a design institute, not to mention the requirements of laws and regulations and related regulations. The advanced technology pit of the so-called expert has a skinless hair.
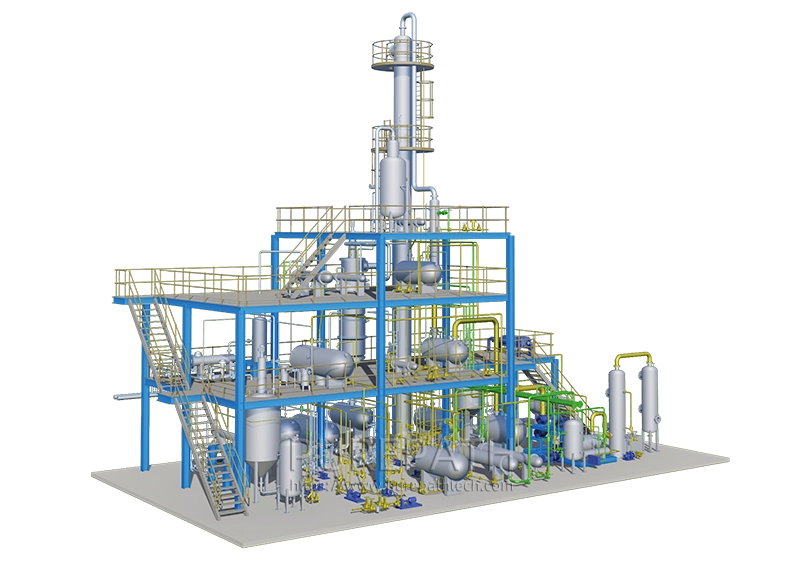
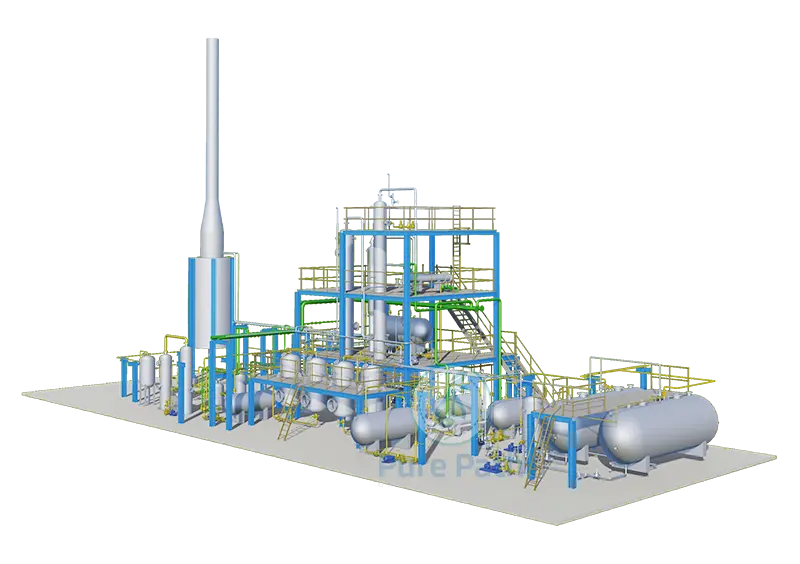
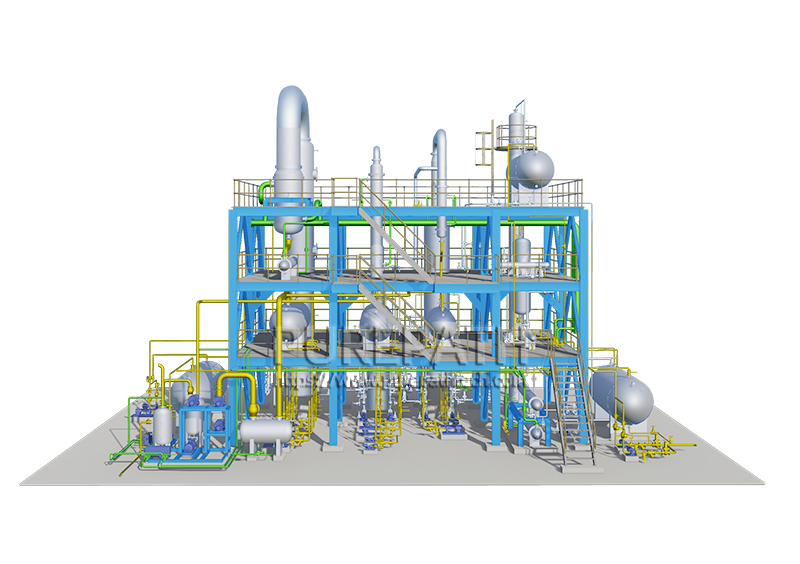
Ⅲ. Introduction to waste mineral regeneration technology (re-refining process)
Waste oil distillation plant/waste oil recycling equipment/Waste oil re-refining plant
At present, the main route of the refining process,
Waste Oil Sedimentation Filtration → Preheating Or Direct Heating → Atmospheric And Vacuum Distillation → Refining Treatment → Finished Oil Blending
1. The method and method adopted for the sedimentation and filtration stage of raw materials are similar. The basic methods are natural sedimentation or heat preservation (heating to a certain temperature) for sedimentation, coarse filtration and dewatering. It is then filtered or a centrifuge is used to remove most of the solid impurities.
2. The difference between the heating and distillation stages is relatively large. The more primitive method is to use the kettle distillation. Now it has been ordered to prohibit the basic elimination. Nowadays, the common heating distillation is heated by a heating furnace. After reaching a certain temperature, it enters the flash tower for dehydration and light components, and then is subjected to vacuum distillation, and the base oil components thereof are collected and collected according to different processes. In order to avoid the problems of coking and cracking which are more likely to occur during heating, and to improve separation efficiency and product yield, the processes used in the distillation process of waste mineral oil are mainly divided into the following types:
a. Falling film evaporation: the waste oil is added from the upper pipe box of the falling film evaporator heating chamber, and evenly distributed into the heat exchange tubes through the liquid distribution and film forming device, and uniformed under the action of gravity and vacuum induction and air flow. The membrane flows from top to bottom. During the flow, it is heated and vaporized by the shell-side heating medium, and the generated steam and the liquid phase enter the separation chamber of the evaporator. The vapor-liquid is sufficiently separated, and the steam enters the condenser for condensation (single-effect operation) or enters the next-effect evaporator. The medium is heated to achieve multi-effect operation, and the liquid phase is discharged from the separation chamber.
b. Scrap film evaporation: the waste oil enters the evaporator radially from above the heating zone; it is distributed to the evaporator to heat the wall through the distributor, and then the rotating wiper scrapes the material continuously and evenly to form a thick and even liquid. The membrane is pushed down in a spiral shape. In this process, the rotating wiper ensures high-speed turbulence of the continuous and uniform liquid film, and prevents the liquid film from coking and fouling on the heating surface, thereby increasing the total coefficient. The light component is vaporized to form a vapor stream which rises through the vapor-liquid separator to an external condenser directly connected to the evaporator; the recombination fraction is discharged from the cone at the bottom of the evaporator, typically using tertiary evaporation.
c. Molecular distillation: At a certain temperature, the lower the pressure, the greater the mean free path of the gas molecules. When the pressure in the evaporation space is very low (10-2 to 10-4 mmHg) and the condensation surface is close to the evaporation surface, the vertical distance between them is smaller than the mean free path of the gas molecules, and the vapor molecules vaporized from the evaporation surface may not Other molecules collide and condense directly to the condensing surface, through which the base oil components in the waste oil are separated.
d. Stripping – atmospheric and vacuum distillation: The waste oil adopts the form of cyclically increasing temperature. After reaching a certain temperature, the stripping operation is first carried out to remove the moisture, light components and acid in the waste oil. After the stripping, the temperature is further increased, and then the pressure is introduced into the vacuum distillation apparatus to separate according to different distillation ranges of the base oil components in the waste oil. The bottom of the tower is a residue, which can be sold directly, or deep drawn, cracked to produce fuel oil.
3. The main purpose of the base oil refining treatment stage is to remove non-ideal components, impurities, etc. in the base oil. The refined base oil can be sold as the most basic product or after appropriate blending and sales. At present, most of the base oils that are not hydrogenated are a type of base oil. The current refining treatment is mainly in the following ways:
a. Acid-base washing + white clay refining: The strong oxidizing property of concentrated sulfuric acid is used to forcibly oxidize the impurities in the base oil to form floc, which is precipitated and separated, and then neutralized with alkali to add white clay for decolorization and filtration, and finally refined. After the base oil product. Due to the high pollution, high product loss, and great harm to the health of the operator, and the product produced is less adjustable, the process has been banned. However, at present, many waste oil recycling enterprises still operate in violation of regulations without the replacement process.
b. Solvent refining + white clay refining: Solvent refining has always been the most widely used and most mature process technology in the production of lubricating base oil. In the solvent refining process of the lubricating oil, the solvent selected has a high solubility to impurities and non-ideal components in the lubricating oil, and has a small solubility to the ideal component in the oil. Non-ideal components are removed by liquid phase extraction. Commonly used solvents for lubricating oils are furfural, phenol and hydrazine-methylpyrrolidone. The solvent-refined base oil is further adsorbed, decolorized and re-refined with an active white paper to obtain a base oil product.
c. Hydrofining: Hydrorefining is also called hydrotreating, one of the most important refining methods for petroleum products. It refers to the removal of harmful impurities such as sulfur, oxygen and nitrogen in the oil into corresponding hydrogen sulfide, water and ammonia in the presence of hydrogen pressure and catalyst, and hydrogenation of olefins and diolefins, partial hydrogenation of aromatics. To improve the quality of the oil. After the hydrorefined base oil can reach the standard of the type II base oil, the product value is maximized.
d. Other refining: mainly refining by means of strong oxidation and adsorption filtration. The most practical one is the refining by catalytic oxidation method. The principle is to fully reflect the gaseous and plasma oxidants and the base oil. The non-ideal components such as free metal impurities, non-metallic impurities, sulfur, nitrogen, etc. in the oil form floccules or colloidal asphalt precipitates are separated from the base oil, and after filtration, a very high quality base oil is obtained. Moreover, the process has a small investment and simple equipment, and should be widely applied in the future.
Ⅳ. Development direction of waste mineral oil regeneration technology
The problem of solvent refining is that the solvent loss is large, the base oil yield is relatively low, and the base oil product has a high sulfur content. The solvent formulation has been improved. At present, the solvent refining process has been greatly improved, and the solvent loss is gradually reduced. However, the problem of high sulfur content has not been effectively solved, and the pure physical method is difficult to carry out the sulfur and nitrogen impurities. Removal, need to be improved with certain chemical means.
Hydrofining must be the final route for waste mineral oil treatment. The hydrotreating process is very clear and is not much different from conventional oil hydrotreating. The problem is concentrated on the adaptability and robustness of the catalyst. The various impurities in the waste oil have a great influence on the life of the catalyst. Some of the hydrogenation devices are inactivated for a few days after being driven for a long time. Therefore, the most problem to be solved in the hydrogenation process route is actually the pretreatment problem. The effective removal of impurities affecting the catalyst by certain physical or chemical means in the pretreatment stage is a necessary condition for ensuring the success of the hydrogenation process.
In summary, the development direction of waste mineral oil regeneration technology is mainly the continuous improvement process of pretreatment process.
The most likely development route for the pretreatment process: cycle heating – often stripping – vacuum distillation – “refining”. This process can produce high-quality base oils, and can also be used as high-quality raw materials for hydrorefining to produce high-quality class II base oils and even white oils and other high value-added products.