How to Select a Waste Oil to Diesel Plant for Your Business?
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
The choice of a waste oil to diesel conversion facility requires more than just cost considerations; it also requires an analysis of basic engineering principles.
A viable system should have a high thermal efficiency (over 85%) to reduce operating expenses, as well as thick boiler steel or special-grade stainless steel that can withstand thermal cycling. Safety considerations should not be overlooked either; seek automatic temperature monitoring and pressure relief capabilities.
Finally, make sure that there is pre-filtration and catalysis capability within the system, because otherwise you will not be able to produce high-quality diesel fuel.
The Main Technological : Pyrolysis vs. Vacuum Distillation
The basic process of converting waste oil to diesel involves the use of thermal cracking, which breaks long hydrocarbon chains into short fuel chains. However, the method used changes the efficiency and output quality completely.
Pyrolysis Plants
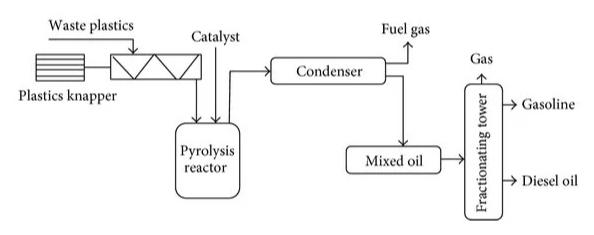
Pyrolysis operates at very high temperatures exceeding 400°C in a zero-oxygen atmosphere. While highly efficient in processing solid municipal wastes such as scrap tires and plastics, it is not ideal for processing liquid waste oils such as used motor oils.
Due to the very high temperatures, there is non-selective cracking, where the molecules crack into various lengths. This produces a diverse array of hydrocarbons, leading to poor cetane number and poor thermal stability. The fuel oxidizes quickly upon contact with air, producing dark brown or black fuel with an extremely sulfurous smell requiring extensive secondary chemical cleaning.
Vacuum Distillation & Catalytic Refinery Plants
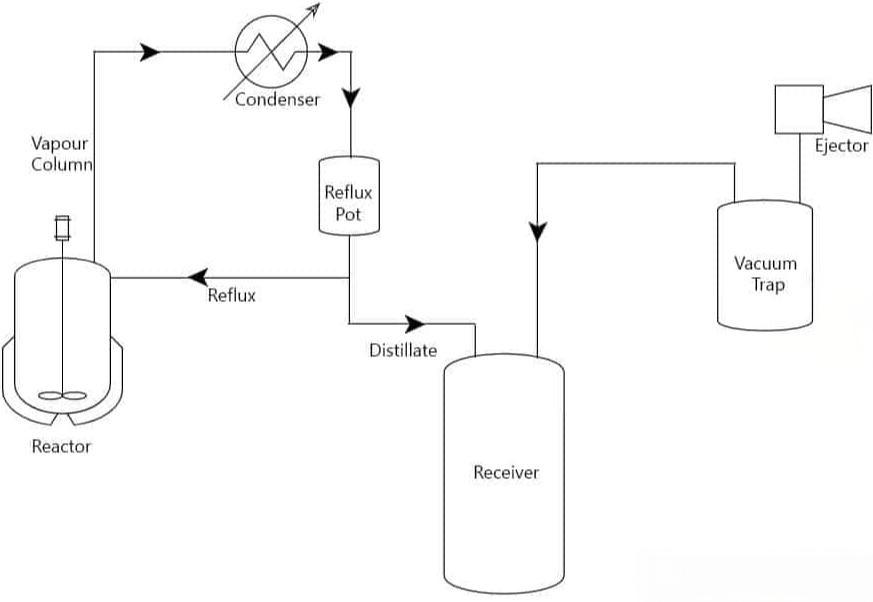
If the waste oil is liquid, then vacuum distillation followed by catalytic refining is the typical method used for the process. Applying a deep vacuum will help lower the pressure of the system; thus, the boiling point of the heavy hydrocarbon will be significantly lowered.
This is why distillation takes place within the range of temperatures from 300°C to 380°C. At such low temperatures, no thermal polymerization or coking takes place within the tubes. Adding a specific catalyst can transform the vapor into a diesel fraction. This product is stable in its light-yellow appearance and has good lubrication capacity.
Key Technical Specifications You Must Verify
Plant evaluation involves going through specific technical lines on the engineering data sheets. The four areas to focus on include:
Quality of Feedstock and Pre-Treatment
Any commercial waste oil to diesel plant cannot work effectively without having a way of regulating raw materials. Wastes from vehicles or marine bilge wastes are usually different in nature.
- Water Percentage: When raw oil is loaded into high-temperature reactors containing 3% to 5% of water content, the water will cause sudden flash evaporation, resulting in increased pressure. In such situations, it is necessary to have a thermal or centrifugal dehydration unit before the reactor.
- Total Acid Number (TAN): Oils with high acid number cause accelerated chemical corrosion at high temperature conditions. Where your feedstock has a high TAN, it is essential to neutralize this process or go for metallurgical treatment.
Material of Reactor & Wall Thickness
The reactor tank is subjected to constant temperature fluctuations and corrosive attacks. In affordable facilities, common carbon steels like Q235B material are employed to reduce initial costs. Operating continually, carbon steels undergo quick oxidation at high temperatures and hydrogen blistering, resulting in physical distortion or wall failure after about 12 to 18 months.
- Q235B Carbon Steel: Not suitable for primary reactors since its operational period in temperatures above 250°C is quite short-lived.
- Q345R Boiler Steel: Standard option in industries for clean, low-acid content, used motor oils at a maximum temperature of 400°C.
- 310S Stainless Steel: Required for highly acidic or sulfur-rich feedstock, able to withstand heat up to 1000°C.
For commercial-scale plants, the wall thickness of the reactor cannot be less than 14 to 16 mm.
Automation & System Control
Manually-operated systems using hand valves and sight glasses are economical when constructing, but costly to operate. These processes create human errors, inconsistent batch products, and are unsafe.
A commercial-scale production line demands its own Programmable Logic Controller (PLC) or a SCADA system. Real-time monitoring and logging of key parameters, such as multi-temperature sensors in the reactors, the top and bottom pressures of columns, and vacuum pressure levels, is vital.
An automated process is essential for interlocking the equipment during the operation. In case the temperatures or vacuum pressure exceed safe limits, then the system should automatically isolate the fuel from the burners and flush with inert gases.

Emissions and Environmental System
Compliance with environmental laws is one of the major shortcomings when applying for permits locally. Distillation involves the formation of non-condensable synthetic gases such as methane and ethane, and flue gases from heating burners.
For the plant to be compliant, non-condensable gases should be channeled through a double water seal safety system and fed into furnace burners. This will solve the disposal problem and minimize energy cost in production. Flue gases need to pass through multiple scrubber towers with an alkaline wash and activated carbon beds.
Project Scale and Delivery: From Batch to Continuous Plants
The quantity of waste oil from your environment will affect the design of your waste oil refinery.
- Batch Process (1-5 Tons per Day): This process uses the batch method in treating oil. In this case, you charge your reactor vessel, heat the vessel, fractionate its contents, cool it down, and eventually strip it of any asphalts that form before proceeding. This process is very adaptable in handling different kinds of feedstock and also costs little to install. Nevertheless, energy consumption is extremely high because of the heating and cooling involved frequently.
- Semi-Continuous and Fully Continuous Plants (>10 Tons Per Day): This equipment type employs continuous pumping from a feeding pump with a scraper inside the machine or double vessel operation for the removal of heavy residuals without interrupting the distillation cycle. This process is operated under steady state temperatures over several weeks for maximum efficiency and reduced energy cost per ton.
For commercial entities seeking long-term profits, small batch skid-mounted units will often fall short when it comes to profitability. Custom-designed, modular industrial EPC delivery is essential here.

Avoid These Pitfalls When Evaluating Equipment Manufacturers
Set these myths about the industry straight before making your commitment:
- The Myth of “95% Diesel Yield”: No company ever reaches 95% yield from the processing of waste motor oils into clear diesel fuel. By nature, used motor oils consist of 5%-8% water and light polymers as well as 12%-15% non-distillation residues, ashes, and additives. The chemically accurate yield of high-grade diesel is confined to 75%-85%.
- Hidden O&M Costs: Low start-up bids may mask expensive maintenance overheads. The high-temperature vacuum seal, specialized pump packings, and valve seats tend to degrade quickly due to constant heating cycles. Obtain a detailed 3 to 5-year replacement parts list and associated prices for wear parts.
- No Feedstock Tests: The waste oils vary widely across geographical locations. Never settle for stock videos or technical brochures when selecting equipment suppliers. An authentic vendor should ask you to supply 2 to 5 liters of your regional waste oil and conduct small-scale distillation tests to ensure compatibility with the catalyst composition and heat curves.
Final
The choice of one such waste oil to diesel plant finally revolves around a compromise between raw metallurgy, automation, and practical chemistry. In all cases when cutting corners in terms of material quality or automated controls, trying to reduce costs in the beginning will pay off in increased breakdowns and high repair bills or even fines further down the line. A truly profitable and sustainable recycling facility is one based more on good material selection than low prices.