How to Upgrade Your Waste Oil Refinery to Produce High-Value Group II Base Oil?
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
The present-day market makes the business of manufacturing black diesel fuel or low-quality fuel oils using waste oils unprofitable since profit margins are low and environmental watchdogs are closing down plants that utilize obsolete technologies. The money-making business today is the manufacture of API Group II Base Oils.
However, this is the truth: you will not be able to achieve Group II requirements merely by “adjusting” your basic distillation technology. Your whole approach should be different regarding vacuum pressure and temperature control.
Group I vs. Group II: Why the Market is Demanding Quality

Understanding the change requires understanding the chemistry. The American Petroleum Institute (API) defines Group II base oils according to the following criteria:
- Saturated hydrocarbons: >90%. This ensures that the “unstable” compounds have been eliminated or stabilized, eliminating the possibility of oxidation and darkening of the oil due to heating.
- Sulfur content: <0.03%. Sulfur causes corrosion in engines and produces toxic emissions. It is rare to meet this criterion through normal distillation without additional refining steps.
- Viscosity index (VI): 80-120. High VI allows the oil to maintain its lubricating film at high temperatures inside the engine but remains fluid at cold start-ups.
Today’s automotive engines run hotter and closer tolerances. Group I oils, which contain more sulfur and aromatics, are simply unable to offer sufficient protection. Demand for Group I is falling, and Group II is rapidly becoming the global standard.
Key Technical Pillars of the Waste Oil Refinery Upgrade
An upgrade of a large-scale plant is based on solving the following three engineering problems: precise vacuum conditions, chemical stabilization of substances, and uninterrupted processes.
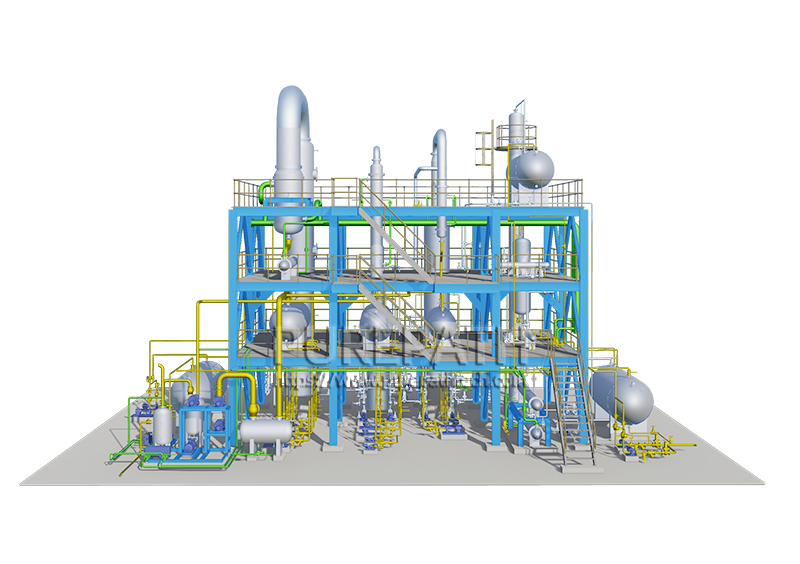
Advanced High-Vacuum Distillation

A common problem in old plants is their operation in weak vacuum mode. If your vacuum pump does not work at pressures below 10-50 Pa (0.1-0.5 mbar), you have to heat the oil until it evaporates. When the temperature of the oil exceeds 350 °C (662 °F), a process known as thermal cracking begins.
This is when the molecules of long hydrocarbon chains split up into smaller, volatile particles, which gives the product low flash point, an unpleasant odor, and dark color in just a few days. The appropriate upgrade consists of installing a multi-stage high-vacuum distillation device, which makes possible “cold distillation”. It means that oil evaporates at lower temperatures, thus retaining all its original properties.
From Acid Treatment to Solvent/Hydro-finishing

The classic “Acid-Clay” technique is the largest barrier to upgrading to Group II oil. The problem with using sulfuric acid as a way of removing contamination is its creation of enormous volumes of waste acid sludge, a largely illegal disposal problem. Moreover, acid treatment can never achieve <0.03% sulfur.
The next step would be a transition to Selective Solvent Extraction or Hydro-finishing.
- Selective Solvent Extraction: Involves circulating a solvent (NMP, for example) through the oil to remove contaminants such as aromatics and sulfur from the feedstock. This works best for medium and large-scale facilities (20-100 TPD) and eliminates a major capital cost (CAPEX) by eliminating the need for a hydrogen plant.
- Hydro-finishing: “The Best”. Adding hydrogen gas over a catalyst like Nickel-Molybdenum “saturates” the oil while removing sulfur as hydrogen sulfide gas. Results in a “water-white” product with great oxidative stability.
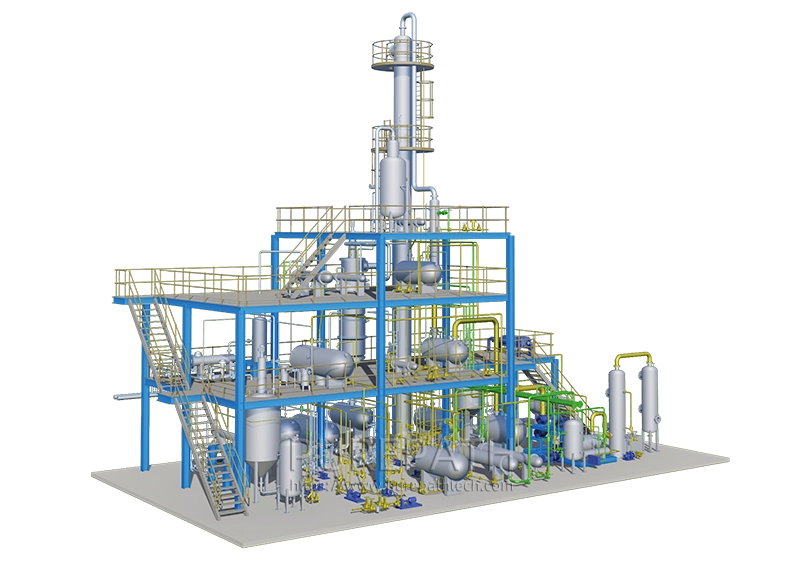
Automation & Continuous Operation

“Batch” type reactors are intrinsically inefficient when used to produce Group II crude oil. Every time you start and stop a batch, the temperature fluctuations lead to inconsistent viscosity and color.
To achieve industrial upgrading, it is necessary to switch to continuous fractionation towers. With the assistance of PLC (Programmable Logic Controller) automation, the system can monitor the “reflux ratio” at the top of the tower in real time. This ensures that the fractions of SN150, SN300, and SN500 can be separated within the precise boiling point range that meets the requirements of international ASTM standards.
Strategic Steps for a Successful Refinery Upgrade
Waste oil refinery plant upgrade necessitates a modular strategy to reduce downtime during the process.
Step 1: Waste Oil Analysis & Pretreatment
Waste oil is never uniform; it has water, gasoline, glycol (antifreeze), and metal debris. An improved plant requires a first step of High-Efficiency Dehydration and Flash Distillation. The absence of any water and light-end pollutants before entering the furnace ensures that foaming does not occur in the column and prevents corrosion of vacuum pumps.
Step 2: Modular Integration
Many operators do not completely replace the facility but integrate TFE or WFE into an existing system. These units are designed to handle the “heavy bottoms”—the most heat-sensitive part of the oil. This prevents the oil from spending too much time on a hot surface, which is the primary cause of carbon buildup (fouling) in the equipment.
Step 3: Quality Control (QC) Requirements
pgrading the hardware is useless without upgrading the lab.In order to market your Group II oil, you will have to develop a procedure for testing your Flash Point (D92), Kinematic Viscosity (D445), and Color (D1500). Customers will want COAs on every batch.
ROI Analysis: The Economic Impact of the Upgrade
The main obstacle to the upgrading and renovation lies in the cost. However, the obvious economic benefits of a factory with a daily processing capacity of 20-50 tons are evident.
- Energy efficiency: Modern continuous factories employ waste heat recovery (WHR) technology. By using the high-temperature base oil (280°C) discharged from the process to preheat the incoming low-temperature waste oil, fuel or electricity consumption can be reduced by up to 30%. In large-scale production, the savings from this alone are sufficient to cover the maintenance costs of the entire factory.
- Higher yield: The advanced vacuum system can reduce the loss of coke and gas. If the yield is increased from 75% to 85% through better separation, this 10% improvement represents pure profit.
- Premium Advantage: Class II base oil is a global commodity. Unlike fuel oil which must be sold to local factories, Class II base oil can be exported to lubricant mixers all over the world, thereby giving you strong bargaining power.
Final

Upgrading to II-class crude oil production is a survival strategy. As blending companies gradually abandon I-class crude oil, those refineries that still produce high-sulfur and unstable crude oil will lose their main buyers. The premium of II-class crude oil, combined with the lower energy costs of continuous automation systems, makes this upgrade not only for compliance, but also crucial for long-term profitability.
Each oil refinery faces its own unique challenges. Whether you need to replace the old acid treatment line with a selective solvent extraction method, or integrate a high-vacuum distillation tower to enhance the crude oil fractions, the engineering design must be precise and error-free.
PurePath specializes in the renovation of large-scale (with daily processing capacity of over 20 tons) oil refineries and the engineering design of new factories. If you need to address issues related to crude oil color, reduce sulfur content, or increase yield to meet API standards, please feel free to share your data with us for analysis.
Please visit www.purepathtech.com and discuss your project specifications and return on investment projections with us.