How to Convert Waste Oil to EN 590 Diesel and Group II Base Oil
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
The worldwide waste oil recycling sector is experiencing fundamental changes because environmental regulations require compliance, which has created a greater need for premium lubricants and fuels. For operators of waste oil distillation plants, the primary challenge has moved from basic processing to meeting specific international compliance standards. The market worth of products and operational sustainability of the recycling facility depend on the facility’s ability to meet established benchmarks, which include API Group II base oil properties and EN 590 diesel standard specifications.

The Classification of Global Oil Standards
Global oil markets operate within a tiered hierarchy defined by chemical composition, performance characteristics, and emission levels. Understanding where a specific country’s national standard sits within this hierarchy is essential for calculating potential export value and domestic competitiveness.
Tier 1: High-End International Markets
The European Union and North America maintain their strictest regulations. The EN 590 diesel standard specifications require sulfur content to be no higher than 10 ppm (parts per million). The ASTM D975 standards establish Ultra-Low Sulfur Diesel (ULSD) sulfur limits at 15 ppm. The standards ensure that high-pressure common rail engines can function with modern engines, which have advanced Diesel Particulate Filters (DPF) after-treatment systems. API Group II base oil properties in the lubricant sector define their sulfur content as less than 0.03%, their saturates content as more than 90%, and their viscosity index as between 80 and 120.
Tier 2: Emerging and Regional Markets
Many regions in Southeast Asia, the Middle East, and Latin America currently use standards that match either Euro 3 or Euro 4. The regulations permit sulfur emissions between 50 ppm and 500 ppm. The standards allow waste oil processing to remove impurities from raw waste oil, although they are less stringent than Tier 1 requirements.
Tier 3: Industrial Fuel Markets
The industry uses low-grade recycled oil that fails to meet transport-grade specifications as industrial heating oil and bunker fuel. The products contain excessive sulfur content, together with heavy metals and carbon residue. The global market for Tier 3 oil is declining because international maritime and industrial emissions regulations are becoming more stringent.

Technical Obstacles in Waste Oil Regeneration
The process of transforming used engine oil or pyrolysis oil into a product that meets either Tier 1 standards or Tier 2 standards requires multiple technical obstacles to be resolved. The distillation and refining process needs to maintain specific chemical parameters that correspond to each international standard.
1. Sulfur Reduction
Sulfur is the most regulated element in the petroleum industry. Raw waste engine oil often contains high concentrations of sulfur derived from additives and fuel dilution. To move from a Tier 3 product to a Tier 1 product, a plant must implement desulfurization. While basic distillation can concentrate sulfur into the heavy residue, achieving the sub-10 ppm levels required by EN 590 often necessitates catalytic hydro-treating. Operators must evaluate how to reduce sulfur in waste engine oil based on the specific feedstock analysis.
2. Color and Oxidation Stability
A common technical failure in recycled oil is rapid oxidation, which causes the oil to turn from a transparent yellow to a dark brown or black within days of production. Unstable nitrogen and oxygen compounds create this particular situation. The industry is shifting away from traditional acid-clay treatments toward solvent extraction and advanced clay polishing systems. The processes eliminate polar compounds, which cause instability, thus allowing the oil to preserve its color and transparency throughout time.
3. Viscosity and Flash Point Control
The distillation column’s precision determines which physical properties of the oil will be obtained. A vacuum distillation column for lube oil re-refining must operate under high vacuum (often less than 500 Pa) to lower the boiling points of the oil fractions. The process prevents thermal cracking of the oil molecules, which would decrease the flash point and change the viscosity. The ASTM D975 and EN 590 standards require organizations to maintain high flash points as an essential safety requirement.

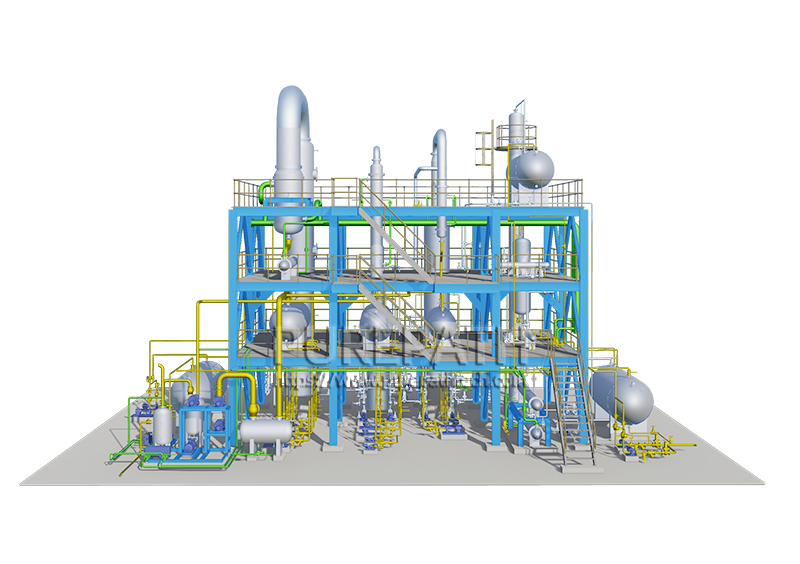
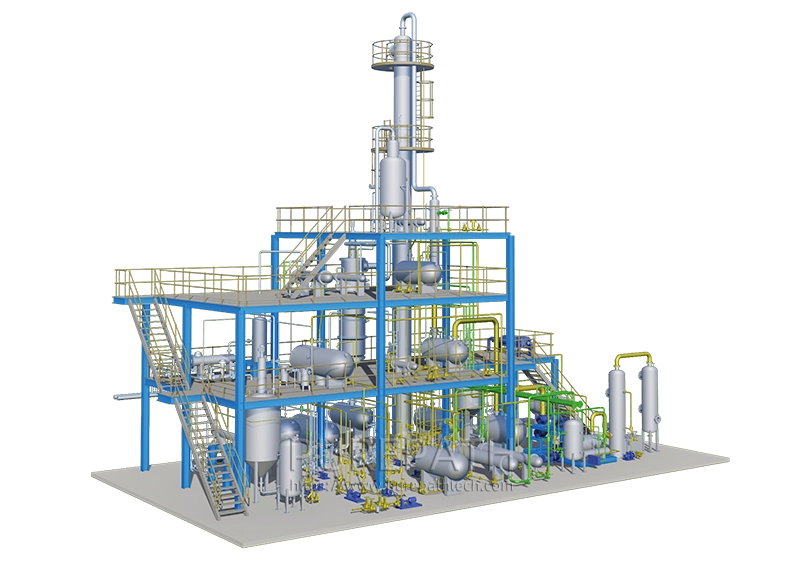
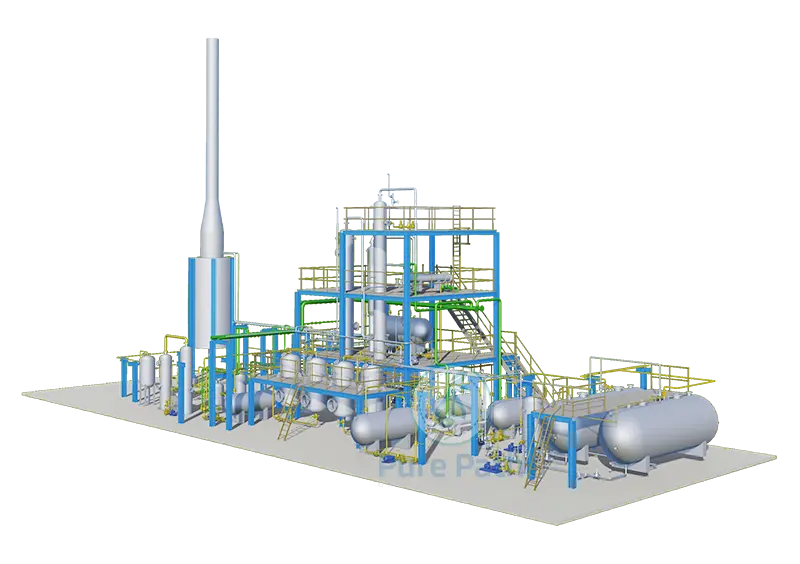
PurePath Technical Solutions for Compliance
PurePath engineering focuses on modular designs that allow waste oil distillation plants to be upgraded according to the target market’s requirements. The transition from producing non-standard fuel to high-grade base oil involves specific hardware and chemical engineering configurations.
- Fractional Distillation Systems: Unlike basic batch plants, PurePath utilizes continuous fractional distillation columns. This allows for the simultaneous separation of light ends, diesel fractions, and multiple grades of base oils (SN150, SN300, and SN500).
- WFE (Wiped Film Evaporation) Pre-treatment: The WFE system handles waste oils that contain high levels of water and light contaminants. The system eliminates “bumping” from the main column while providing a feed supply that maintains steady-state conditions needed for producing high-purity results.
- Solvent Extraction Units: PurePath supplies solvent extraction modules for plants that need to meet API Group II requirements. The technology extracts aromatic compounds together with polycyclic aromatic hydrocarbons (PAHs), which results in better viscosity index and oxidation stability improvements that do not require the high capital costs of hydrogen plants.
Economic Impact and ROI Analysis
Investing in technology to meet higher standards is a financial decision based on the spread between the cost of raw waste oil and the selling price of the refined product. A detailed waste oil recycling plant ROI analysis must account for the following factors:
- Price Premium: In most markets, diesel meeting EN 590 standards commands a 20-30% price premium over non-standard or “black” diesel. Similarly, API Group II base oils sell at a significantly higher price point than Group I oils due to their necessity in modern engine oil formulations.
- Market Accessibility: Many large-scale buyers, such as international logistics fleets and industrial manufacturers, have internal procurement policies that forbid the use of non-compliant fuels or lubricants. Meeting international standards opens access to these high-volume, stable contracts.
- Regulatory Compliance: In jurisdictions implementing Extended Producer Responsibility (EPR) or carbon tax systems, such as the Indian EPR regulations for waste oil, subsidies or credits are often linked to the quality and re-usability of the final product.
- Operational Efficiency: Advanced plants typically achieve a higher waste oil distillation yield calculation. Modern systems can recover up to 85-90% of the oil content, whereas older, less precise systems may lose 20% or more to heavy residue or gas.

Comparison of API Base Oil Groups
To assist in strategic planning, the following table summarizes the requirements for base oil groups as defined by the American Petroleum Institute.
| Feature | Group I | Group II | Group III |
| Sulfur (%) | > 0.03 | < 0.03 | < 0.03 |
| Saturates (%) | < 90 | > 90 | > 90 |
| Viscosity Index | 80 to 120 | 80 to 120 | > 120 |
| Manufacturing | Solvent Refined | Hydro-treated | Severe Hydro-cracked |
Most basic waste oil distillation plants produce Group I base oil. Moving to Group II requires the integration of either intensive solvent extraction or hydro-finishing stages.
Strategy for Long-Term Profitability
The selection of a waste oil distillation plant should not be based solely on initial capital expenditure but on the machine’s ability to reach specific chemical milestones. The growing tendency of national standards worldwide to adopt Tier 1 specifications will decrease market access for plants that produce oil that does not meet EN 590 or API Group II standards.
For operators, the most effective strategy involves a three-step process:
- Perform a chemical analysis of the available feedstock.
- Identify the highest-value standard achievable within the local or export market.
- Implement a modular distillation and refining configuration that ensures the output consistently meets those specific parameters.
The company achieves operational advantages through its focus on meeting technical requirements and its use of a state-of-the-art vacuum distillation column technology to refine lube oil. The company offers expertise for technical support on particular oil specifications and provides clients with a personalized return on investment assessment for their waste oil recycling facilities through our feasibility study services and oil sample testing process.