How to Solve the Problem of Odor and Color Stability in Used Engine Oil Refining?
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
Step inside any cheap oil recycling plant, and two obvious factors tell you the end product is of poor quality – a deep, unstable amber hue that changes color quickly within days, as well as an unmistakable sulfur smell.
The failure to ensure color and odor stability is crucial for medium to large-scale refining plants, because when recycled base oils lose their physical properties, the product’s market value decreases rapidly, causing top cuts to be dumped into the bottom price range of industrial fuel.
Long-term sustainability of products demands going beyond temporary solutions. In order to operate a successful business venture, it is imperative that the chemistry behind degradation is fully understood and proper industrial engineering design solutions are in place.
Why Recycled Oil Smells and Darkens?

Degradation of refined oil quality can be attributed to the following two types of reactions:
Stage 1 – High-Temperature Distillation and Thermal Cracking
During refining, additives and heavy hydrocarbons are subjected to thermal cracking, resulting in the breakage of long-chain molecules into volatile organic compounds (VOCs) and sulfur and nitrogen compounds responsible for causing the foul smell.
Step 2: Production of Reactive Olefins
During the thermal cracking process, there will be a significant amount of production of unsaturated hydrocarbon compounds, like olefins and dienes.
Step 3: Oxidation and Polymerization Under Atmospheric Conditions
Upon exposure to atmospheric air and sunlight, this group of chemical compounds reacts and polymerizes, forming resin, gums, and asphaltics, and thus converting a clear oil into a murky brown one.
Furthermore, trace heavy metals remaining in the oil act as powerful catalysts, exponentially accelerating this darkening process within a few weeks of production.
Industrial-Scale Solutions for Color & Odor Stabilization

A comprehensive processing strategy in order to eliminate these reactively produced contaminants at an industrial scale is a necessity.
1. Fractionation and Sharp Cutting
The initial process of eliminating contaminants relies on precise separation under vacuum conditions:
- High Vacuum Conditions: Below 50 Pa, the boiling point of the hydrocarbon molecules decreases, thus decreasing thermal degradation and preventing secondary cracking reactions.
- Sharp Cutting: High-end fractionating columns that use structured packing efficiently separate and vent light ends from the tops of towers, ensuring their absence in core base oils (SN150, SN300, and SN500) that travel via side streams.
2. Continuous Catalytic/Chemical Processing
Whereas distillation extracts the basic fractions, molecular contaminants with similar boiling points will continue to be extracted during the process.
- Automatic Metering of Chemical Additives: Current industry systems incorporate automatic decolorization and deodorization processes via liquid or gaseous phase reactors.
- Continuous Neutralization: A specific chemical is automatically dosed in the reaction mixture to neutralize residual sulfur compounds and nitrogen molecules, transforming them into stable compounds. This guarantees that a facility with a capacity of 30 to 100+ tons per day maintains a steady production rate.
3. Hydro-Finishing (API Group II Upgrade)
Where there is an intention to produce top-grade lubricating oil, and one wishes to invest heavily, then hydro-finishing is the way out:
- Passes through a fixed-bed catalytic reactor at high pressures using hydrogen gas.
- Hydrogen ensures that all unstable olefinic structures saturate and become stable paraffins while removing all sulfur and nitrogen atoms.
- In the end, you get water-white oil with total UV and heat stability, without any odor.
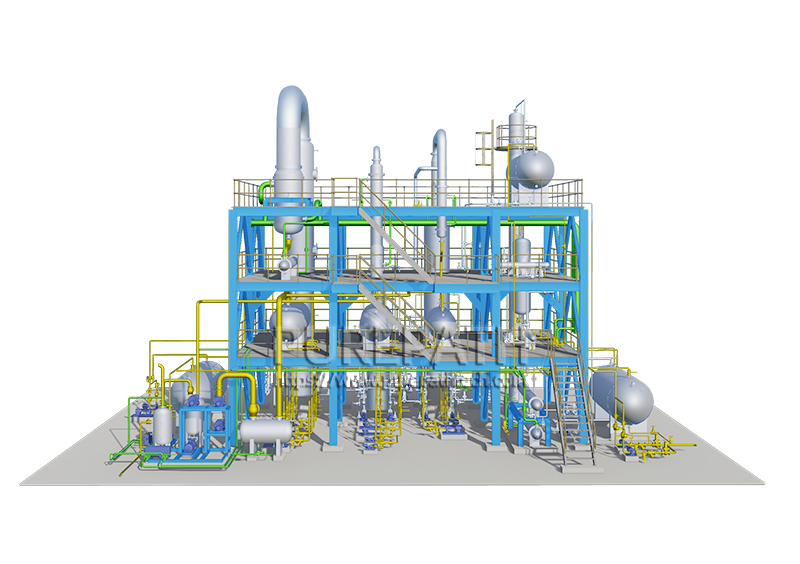
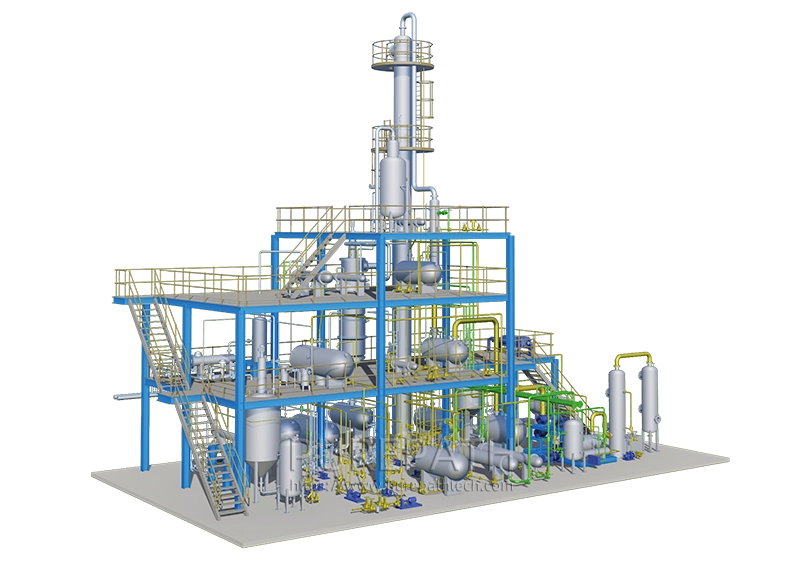
How Waste Oil Distillation Plant Design Affects Final Quality?

Apart from chemical reactions, the mechanical arrangement of the setup itself serves its purpose silently but effectively in maintaining the stability of the output.
Key Engineering Observations
- Thermal Control and Avoidance of Coking: Traditional boiler systems result in “local overheating,” thus cooking the oil. Modern engineering employs Thin Film Evaporation (TFE) or Wiped Film Evaporation (WFE) with forced circulation thermal oil heating to reduce exposure time to heat.
- Absolute Vacuum: A simple leak means that atmospheric oxygen will enter the area and oxidize the oil instantly. Quality engineering requires multi-step vacuum pump systems along with vacuum seals to ensure perfect vacuum.
Why Small-Scale Fixes Fail in Industrial Refineries?
Many operators initially attempt to solve color and odor issues using cheap, small-scale remedies, only to face operational failure when scaling up to mass production.
| Low-End / Small-Scale Fixes | Industrial-Scale Realities & Pitfalls |
| Traditional Sulfuric Acid-Clay Polishing | Generates massive volumes of highly hazardous acid sludge and spent clay, leading to severe environmental compliance penalties and skyrocketing disposal costs. |
| Static Batch Filtration Systems | Clogs rapidly when subjected to continuous daily capacities of 30–100 TPD, leading to frequent shutdowns and heavy labor demands. |
| Manual Liquid Additive Dosing | Without a synchronized, automated dosing system, it introduces risks of additive precipitation, engine sludge formation, and unexpected chemical odors. |
Conclude

The challenge of stabilizing odor and color problems in the processing of old engine oil needs more than mere solutions that are quick but do not address root issues; it needs a combination of proper chemical engineering with efficient mechanical engineering. Through a combination of a high-vacuum fractional distillation process, continuous catalytic processing, and tight control of heat, refineries will produce highly stable oils that attract very good prices in the market.
Engineering skills to achieve such tough standards are necessary in the manufacturing industry. At PurePath, we have full-scale waste oil recycling plants that are automatic and fully environmentally friendly. With our solutions, you don’t have to fear batch treatment hazards.