Waste Oil to Base Oil Plant: Distillation vs Extraction for Group I Production
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
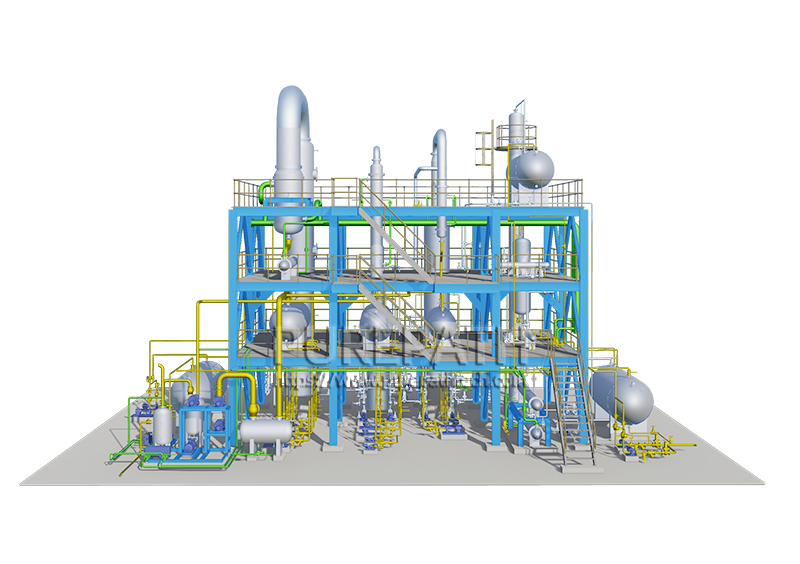
As a chemical and process engineer who has spent over a decade designing, commissioning, and optimizing resource recovery facilities, I often encounter project developers debating equipment configurations. A recurring dilemma in the planning stage of a waste oil to base oil plant is choosing between core separation and finishing technologies. Specifically, when the target output is standard, commercial-grade Group I base oils (such as SN150, SN300, and SN500), clients frequently ask: “Should we invest in Vacuum Distillation or Solvent Extraction?”
The engineering reality is that this is not a zero-sum, “either/or” choice. In a modern waste oil to base oil plant, vacuum distillation and solvent extraction are not competing technologies—they are synergistic, sequential unit operations. Vacuum distillation acts as the non-negotiable fractionation backbone, while solvent extraction serves as the precise chemical finishing refining stage. To design a profitable and compliant recycling facility, one must understand how these two processes interface to transform degraded used lubricants into high-value, marketable Group I base oils.

Vacuum Distillation: The Uncompromising Backbone of a Waste Oil to Base Oil Plant
When evaluating the core infrastructure of any commercial waste oil to base oil plant, vacuum distillation is the absolute baseline requirement. Used motor and industrial lubricants are complex, highly contaminated matrices. They contain not only degraded hydrocarbon chains but also water, light fuel fractions (gasoline and diesel from engine blow-by), soot, polycyclic aromatic hydrocarbons (PAHs), oxidation products, and a heavy package of spent additives (including viscosity index improvers, pour point depressants, and zinc dialkyldifluorophosphate, or ZDDP).
The fundamental mechanics of vacuum distillation rely on physical fractionation based on boiling point differentials. In our plant designs, after initial dehydration and light-ends stripping, the dehydrated oil is introduced into a vacuum distillation column. Operating under deep vacuum conditions—typically between 0.5 mbar and 3 mbar absolute pressure—allows the heavy hydrocarbons to vaporize at significantly lower temperatures (320 ℃ to 360 ℃). This deep vacuum is mathematically critical:
Operating Pressure↓⇒Boiling Point↓
The operating temperature should be as low as possible to avoid thermal cracking (coking) that destroys the lubricating molecules and fouls heat exchanger tubes. The column cuts the vaporised hydrocarbons exactly into separated viscosity-indexed streams, representing standard primary refinery slates such as SN150, SN300 and SN500. The non-volatile components—such as heavy polymers, carbon black, and metallo-organic additives—sink to the bottom as an asphalt-modifier or heavy residue.
However, vacuum distillation has a distinct engineering limitation. It is strictly a physical separation process. It cannot tell a paraffinic lubricating molecule from an oxidised compound or heteroatom (sulphur, nitrogen or oxygen based) that just happens to have the exact same boiling point. The raw distillates obtained by vacuum distillation are therefore generally dark in colour, with a pungent odour and poor oxidation stability. They cannot be sold as commercial-grade Group I base oils without further treatment.
Solvent Extraction: The Classic Refining Step for Commercial Group I Specs
This brings us to the role of solvent extraction within a configured waste oil to base oil plant. According to the American Petroleum Institute (API) base oil classifications, Group I base oils are defined as having less than 90% saturates, greater than 0.03% sulfur, and a Viscosity Index (VI) ranging from 80 to 120.
Unlike Group II or Group III plants that rely on high-pressure, capital-intensive hydrotreating to saturate aromatics completely, a Group I facility leverages liquid-liquid solvent extraction. The process traditionally utilizes polar solvents such as N-Methyl-2-pyrrolidone (NMP) or Furfural.
The engineering principles governing solvent extraction are rooted in selective solubility:
- The Extract Phase: The polar solvent selectively dissolves the non-ideal, unstable components of the distillate—primarily polycyclic aromatics, sulfur compounds, and nitrogen-containing color bodies.
- The Raffinate Phase: The desired, highly stable paraffinic and naphthenic hydrocarbons are insoluble in the solvent and constitute the raffinate phase.
After the two phases are split in a settling tank or centrifugal extractor, the solvent is stripped from both streams via flash evaporation and recycled back into the process loop with recovery rates exceeding 99.5%.
Why is this ideal for a Group I waste oil to base oil plant? Because it improves the Viscosity Index, stabilizes the colour radically, changing it from dark amber to a clear stable light yellow, and removes volatile odour compounds. Also, by not completely removing the aromatics, keeping saturates below 90%, the resulting oil maintains the great additive-solubility and solvency that Group I oils are valued for in industrial formulations.
Crucially, solvent extraction can not run by itself; it really needs support. If you throw raw, untreated waste lubricant straight into a liquid solvent extraction column, those active additive polymers, suspended carbon soot, and the emulsified nasties will, right away, foul up the column packings, make an irreversible solvent emulsion, and shut down the recovery loop completely.

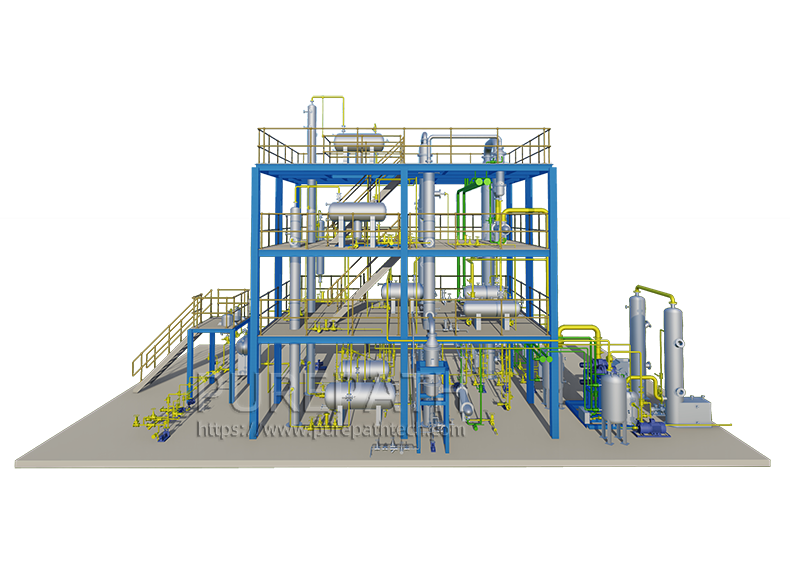
The Standard Engineering Flow: Designing a Profitable Waste Oil to Base Oil Plant
To contextualize how these systems integrate efficiently within a commercial waste oil to base oil plant, we must analyze the entire process flow as a continuous mass balance. The transition from heavily contaminated feedstock to finished product must step through specific thermodynamic and chemical gates.
| Process Stage | Core Equipment Used | Mass/Chemical Objective | Resulting Intermediate/Product |
| Stage 1: Flash Dehydration | Atmospheric Stripping Vessel | Removal of free/emulsified water and light industrial solvents (<150∘C). | Dry, flash-protected dehydrated crude lube oil. |
| Stage 2: Fuel Fractionation | Light Ends Column | Separation of light diesel fractions and gasoline residues (150∘C−260∘C). | High-flash fuel oil by-product + Stripped heavy lube stock. |
| Stage 3: Core Fractionation | Thin-Film / Wiped-Film Vacuum Distillation | Deep vacuum separation (0.5−3 mbar, up to 360∘C) to isolate viscosity-targeted fractions. | Unrefined base oil cuts corresponding to SN150, SN300, and SN500. |
| Stage 4: Finishing Refining | Liquid-Liquid Solvent Extraction (NMP) | Separation of unstable aromatics, sulfur complexes, and color precursors from paraffins. | Fully compliant, commercial-grade API Group I Base Oil. |
This continuous flow ensures that each system protects the next. The flash dehydration protects the high-vacuum pumps in Stage 3 from water-induced cavitation. The vacuum distillation column protects the solvent extraction loop in Stage 4 from heavy metal and polymer overloading.
Alternative Finishing Technologies: Comparing Solvent Extraction and Clay Purification
When finalizing the CAPEX and OPEX parameters for a waste oil to base oil plant, engineers must weigh solvent extraction against the traditional finishing alternative: Acid/Clay or Catalyst-free Clay Purification.
Historically, small-scale recycling plants favored clay polishing. In a clay-finishing setup, raw distillates from the vacuum unit are mixed with active bleaching earth (typically bentonite clay) at temperatures around 120 ℃−150 ℃. The clay physically adsorbs polar impurities, surfactants, and color bodies onto its porous surface, and is then filtered out using a plate-and-frame filter press.
From an engineering perspective, clay purification has a very low initial capital expenditure (CAPEX), making it appealing for small operations processing fewer than 15 to 20 metric tons per day. However, for a modern, scalable waste oil to base oil plant, clay poses severe operational liabilities:
- Generation of Solid Waste: The spent clay will still have 20% – 30% of its weight as precious base oil, causing an immediate drop in production efficiency. In most jurisdictions, spent clay is classified as hazardous industrial waste and thus has high environmental disposal costs.
- Operating Expenditures (OPEX): Clay is a consumable. It needs to be bought, transported, stored, and disposed of on an ongoing basis.
Conversely, Solvent Extraction represents a closed-loop engineering solution. While the initial CAPEX for a solvent extraction unit (including the extraction column, solvent stripping evaporators, and storage tanks) is significantly higher, its OPEX is incredibly low. Because the NMP or furfural solvent is continually recovered and reused within the closed loop, chemical consumption is negligible. There is no hazardous solid waste cake for disposal. Instead, the aromatic-rich by-product can be directly blended into asphalt or heavy fuel oil pools with 100% liquid yield, and the plant’s overall return on investment (ROI) can be optimized.
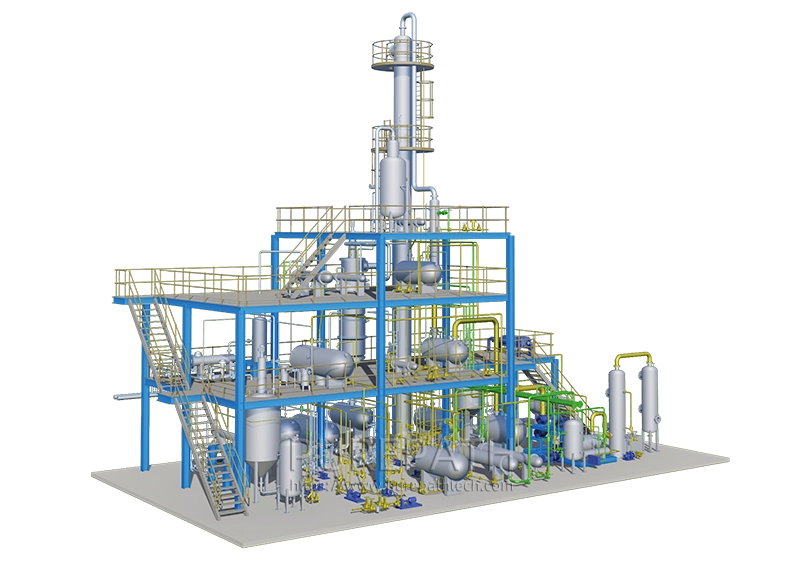
Conclusion & Project Recommendations for Your Plant Layout
When finalizing the layout for a commercial-scale waste oil to base oil plant, engineers should look past marketing buzzwords and adhere to strict thermodynamic realities. If your objective is to manufacture high-value API Group I base oils that can compete directly with virgin refinery outputs, your plant must combine both core technologies.
For facilities with design capacities above 30 metric tons per day, the Thin-Film Vacuum Distillation followed by NMP Solvent Extraction configuration is the gold standard for industrial efficiency, environmental compliance, and product consistency. This configuration guarantees that your plant can process very diverse, low-grade waste oil feedstocks and consistently produce stable, high-performance SN150, SN300, or SN500 base oils that fetch premium prices in the global lubricants market.