Naphtha Hydrotreating in the Era of Ultra-Low Sulfur Standards 2026
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
IIn the global refining industry, in the year 2026, environmental regulations are very stringent. The sulfur content in the fuels used in transportation should be below 10 ppm, according to the Euro VI and Tier 4 specifications. The naphtha hydrotreating unit is a key part in the overall configuration, driven by the need for this process, which is no longer just a compliance issue, but a necessity to avoid poisoning the downstream catalytic reformer and isomerization units.
Critical Challenges in Achieving Deep Hydrodesulfurization

In 2026, the demand for ultra-low sulfur (ULS) naphtha is influenced by international emission regulations. Most modern refineries produce naphtha with sulfur contents much lower than 50 ppm to satisfy specifications for high-performance internal combustion engines. Naphtha hydrotreating is the primary process for the removal of organic sulfur, nitrogen, and metallic impurities found in straight-run naphtha or cracked naphtha streams.
In addition, catalytic reforming units, which are used for naphtha hydrotreating, utilize noble metal catalysts such as platinum and rhenium, which are very sensitive to impurities. Even small amounts of sulfur or nitrogen, greater than 0.5 ppm, can cause irreversible deactivation of the catalyst beds. The efficiency of the naphtha hydrotreating process can influence the overall refinery costs.
Critical Challenges in Achieving Deep Hydrodesulfurization (HDS)
There are a few technical challenges involved in the process of HDS.
Managing Feedstock Variability and Contaminants
In 2026, many refineries will receive a broader range of crude oils, including those with higher levels of sulfur and nitrogen. The naphtha hydrotreating unit must be able to deal with these changes without compromising its efficiency. There could also be metals such as arsenic, lead, and silicon present in the oil, and these must be taken care of by providing guard beds so that the catalyst does not get deactivated.
Balancing Sulfur Removal with Octane Loss
The process has to remove sulfur without increasing olefin saturation loss. Olefin saturation with hydrogen has been found to lead to octane loss, which in turn devalues the final gasoline pool. The balance between temperature and hydrogen partial pressure has to be achieved to meet the sulfur reduction requirements without compromising octane barrels.
Premature Catalyst Deactivation and Pressure Drop
Severe process conditions to meet 2026 sulfur specifications may lead to excessive coke formation on the catalyst. Inorganic scaling or corrosion products may also cause a pressure drop over the catalyst beds. The differential pressure is one of the primary process requirements to avoid premature shutdowns and to maximize time between catalyst changes.

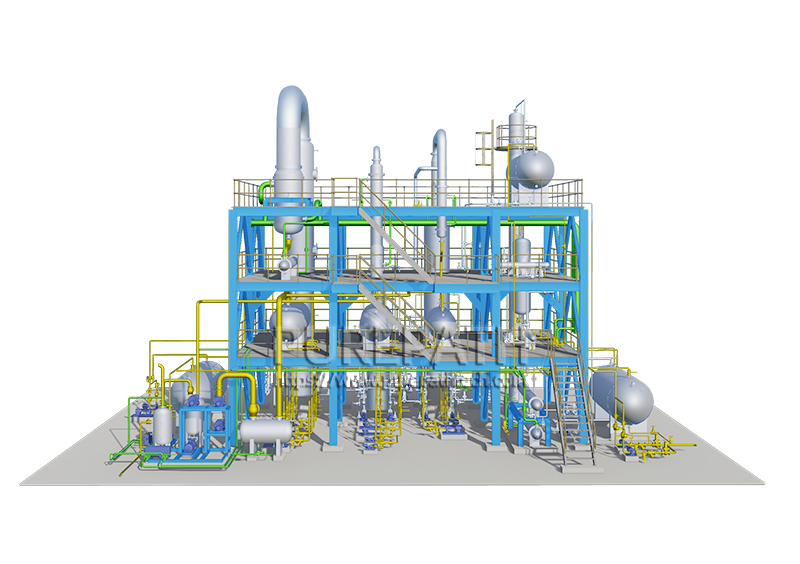
Key Features of a Modern Naphtha Hydrotreating Unit
Pure Path design focuses on both technical reliability and process efficiency, which meets the current demands of the industry.
Precision Reactor Design and Temperature Control
In the naphtha hydrotreating reactor, internal distributors are used for the even distribution of the liquid feed and hydrogen gas. This ensures that there is no overheating of the feed, which may cause channeling, allowing all feed molecules sufficient contact with the catalyst. Temperature control is achieved by feed-effluent exchangers and the furnace itself.
Advanced Catalytic Systems for Ultra-Deep Desulfurization
The advanced systems use Cobalt-Molybdenum (CoMo) or Nickel-Molybdenum (NiMo) catalysts. The choice of catalyst is determined by the amount of sulfur to nitrogen in the feedstock. In 2026, advanced catalysts enable refineries to produce a feedstock containing a minimum of 0.1 ppm sulfur for ultra-deep desulfurization in the subsequent reforming process.
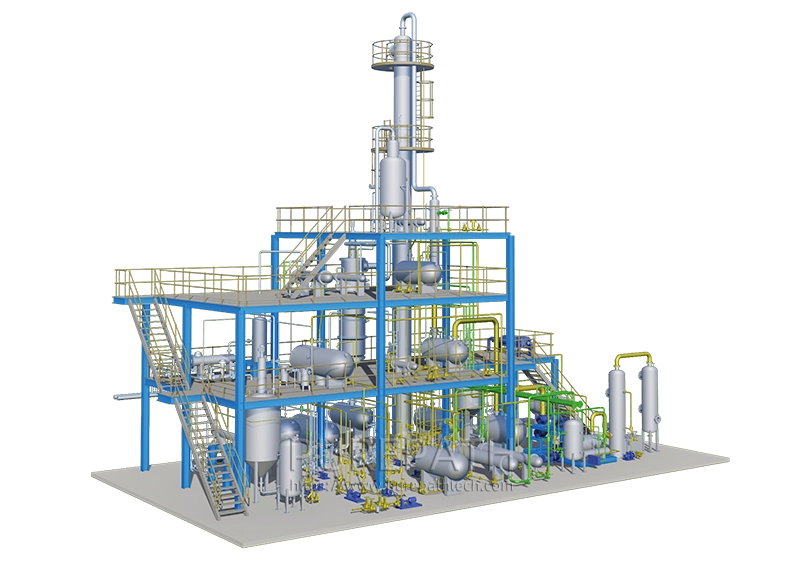
The Efficiency of Modular and Skid-Mounted Construction
PurePath employs a modular design for its naphtha hydrotreating units. Modular design is a method where a plant is assembled on a steel skid in a controlled environment. It is an efficient method for plant design and implementation. It is less expensive and reduces the overall project time. Additionally, all plant components are tested before being taken to the refinery site.
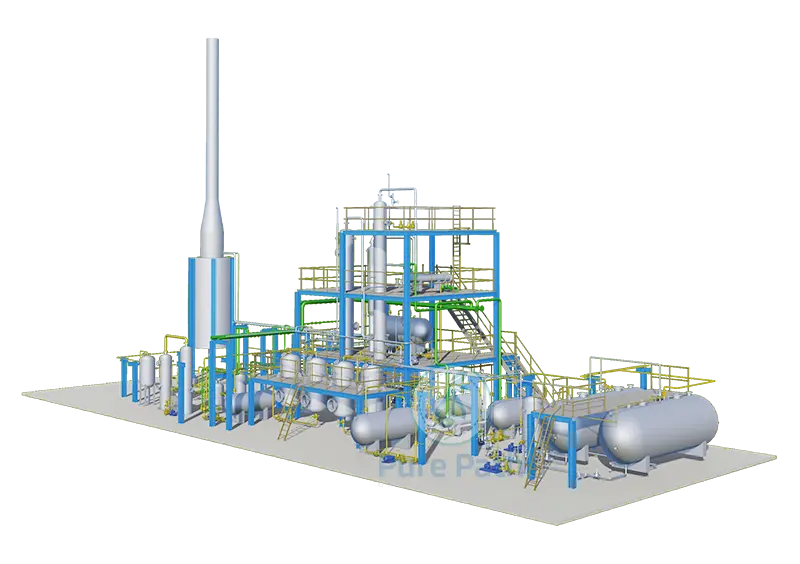
Maximizing ROI: Energy Efficiency and Operational Stability
The profitability of a naphtha hydrotreating process is measured in terms of energy consumption and hydrogen use. Hydrogen is a major expense in a refinery process; thus, an efficient recycle gas system should be included in the process design to minimize hydrogen loss.
The energy efficiency of a process can be improved through heat integration. In a hydrotreating process, heat integration is achieved by using reactor effluent for preheating the incoming naphtha feed. This minimizes the energy consumption of the charge heater. Additionally, a stable process is achieved through an automated system that adjusts process variables in real-time. This stability minimizes equipment stress and prolongs plant life, thus enhancing a good return on investment.
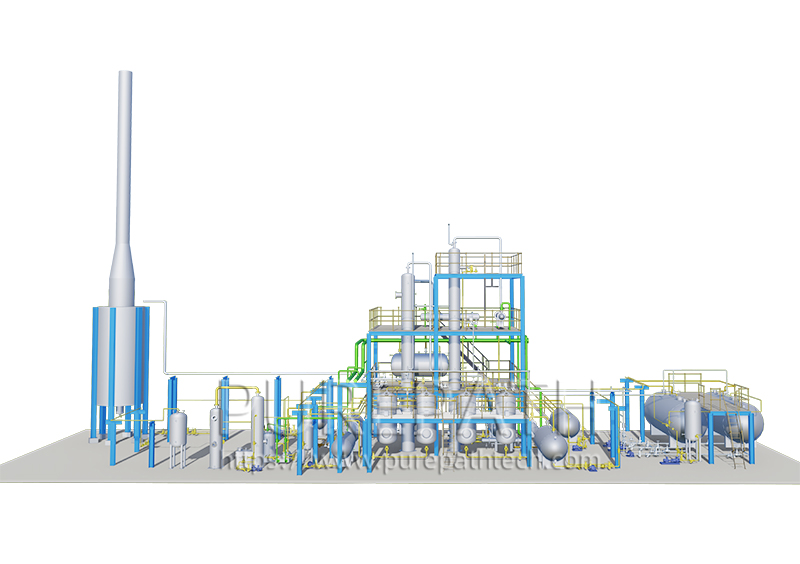
Future-Proofing Your Refinery with PurePath Solutions

As the sulfur regulations are in a constant state of flux after 2026, it is important that the technology used in the design of the hydrotreating equipment has flexibility in its specifications. A well-designed naphtha hydrotreating unit ensures flexibility in handling different types of feedstock while maintaining purity levels.
We at PurePath have technical solutions that cater to the needs of modern refineries in all stages, right from design to commissioning. We emphasize mechanical integrity and process optimization to meet international sulfur standards at optimal costs.
Do you have plans to upgrade your refinery to meet 2026 sulfur standards?
We have customized and modular naphtha hydrotreating solutions designed to meet your needs for efficiency and compliance.
Visit our product page or contact us to discuss your specific feedstock needs with our engineers and receive a technical consultation for your next project.