5 Key Operational Metrics to Boost Profits in Used Oil Recycling Plants
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
If you’re in the used oil recycling business, then you already know that the “spread” between the cost of the waste oil and the price received for the base oil is only half the battle. The real profit is made or lost in the tiny details of the operation. High operating costs, frequent catalyst changes, or a 5% decrease in yield can destroy any profit margin in a hurry, much faster than any changes in the market can affect it.
If you’re going to operate your facility at peak efficiency and profit potential, then it’s time to stop thinking of the operation as a machine and start analyzing it in terms of these five critical performance metrics.
Net Yield vs. Gross Input: Plugging the Leaks
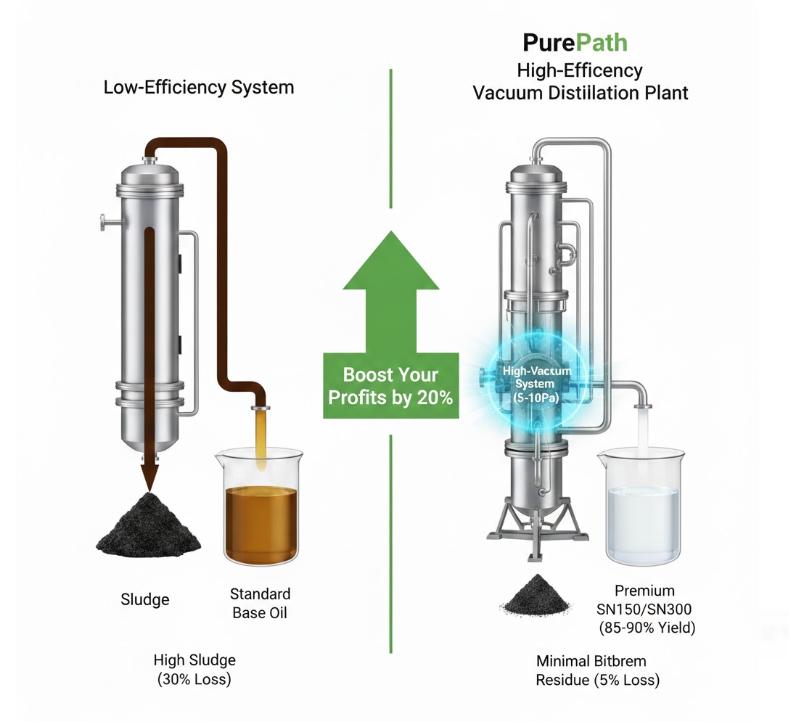
In the business of recycling used engine oil, yield is the king. However, the mistake that many make is that they look at the “gross yield” without considering the “internal losses” during the dehydration and de-light-fuel process. If you are recycling 10 tons of waste oil, where are the remaining 3 tons going?
A profitable business in the recycling of used engine oil requires that you aim to reduce the “sludge” or bitumen by-product. If your process is currently yielding too much “sludge,” then you are selling the potential oil at the price of asphalt. To get the optimal result, you need to fine-tune the vacuum pressure. A higher vacuum pressure means that the oil will not “crack” or vaporize at lower boiling points.
Pro Tip: By keeping the vacuum pressure at 5Pa to 10Pa, you can get an additional 3 to 5% yield of the higher-grade SN150 or SN300 oil from the same feedstock. Every percent point increase here means pure profit, as your fixed costs are the same.
Specific Energy Consumption (SEC) per Liter
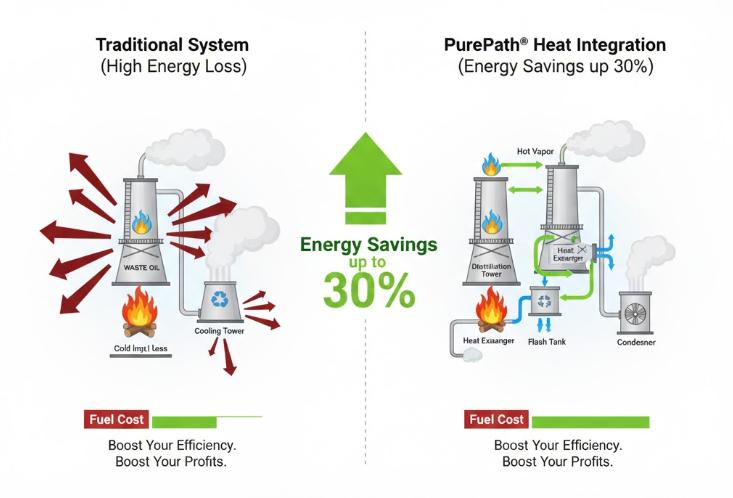
Energy is your biggest variable expense. If you are running your burners at full tilt just to maintain temperature, you are burning your profits before the oil even reaches the condenser. High-performance plants are obsessed with the SEC—the exact amount of fuel or electricity it takes to process one liter of finished product.
The best way to reduce this metric is with smart heat integration. Rather than allowing the hot oil vapors to go directly to the cooling tower, a modern used oil recycling plant will employ a heat exchanger to preheat the cold feedstock.
- Thermal Loops: Use the heat of the output to warm the input. This alone will reduce the load on your primary heater by as much as 30%.
- Flash Evaporation: Don’t waste the energy of your main boiler on water. Use a flash tank for initial dehydration. Water has a much higher latent heat than oil; boiling it off in the main reactor is a massive waste of time and fuel.
- Insulation Integrity: This may sound simple, but if the outside of your distillation tower is hot to the touch, you are losing money to the air.
Catalyst Efficiency and the “True” Lifecycle Cost
If you’re treating the oil to get it down to a water-white color, the media that you use is a huge financial lever. It’s a trap that many people fall into to use the cheapest media that they can get for the used engine oil recycling process. However, if that media soaks up twice as fast, then the money that you’re saving is an illusion.
| Metric | Low-Grade Clay/Catalyst | PurePath High-Efficiency Media |
| Dosing Ratio | 5% – 8% of oil weight | 2% – 4% of oil weight |
| Oil Retention in Cake | High (More oil lost in waste) | Low (Better oil recovery) |
| Final Oil Color | Standard (Yellowish) | Water White (Premium Price) |
| Disposal Cost | High (Due to volume) | Low (Less waste generated) |
The actual cost measure is not the cost per ton of that catalyst; it is actually the Catalyst Cost per Liter of Finished Oil. The better-quality catalyst will provide a more stable oil that will not oxidize (get dark) in the drum and thus will enable you to get a premium “virgin-like” price in the market.
System Uptime and “Coking” Cycles
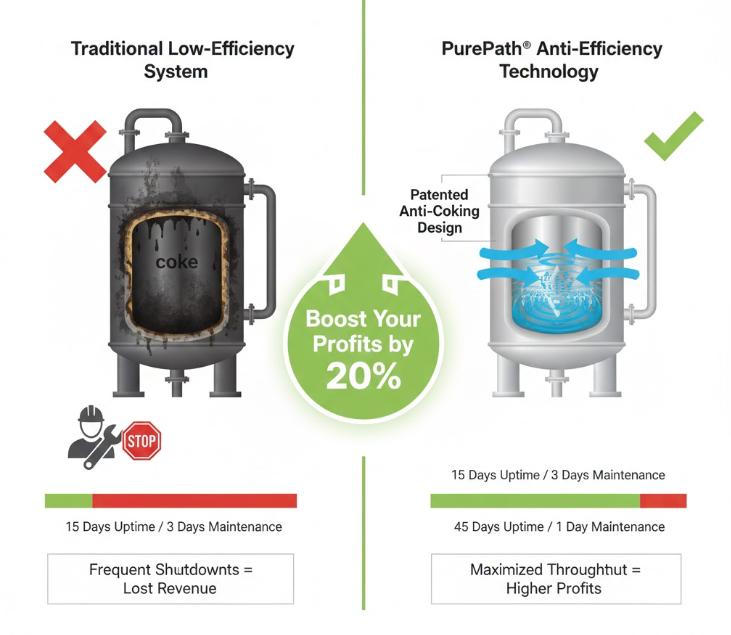
The operation of a used engine oil recycling plant generates revenue only when the facility is active. Carbon buildup, which forms inside your pipes and kettles, presents the greatest threat to maintaining operational uptime. The beginning of coking leads to decreased heat transfer efficiency, which results in the need for a shutdown process that requires manual “clean-out” operations.
Your profit maximization requires you to monitor the time interval between your clean-out operations. Modern systems use high-velocity circulation pumps or thin-film evaporators to maintain oil movement at such high speeds that it prevents any accumulation on the walls. The extension of your operational cycle from 15 days to 45 days results in a production increase of almost 20 percent without any additional capital costs.
Feedstock Quality Control
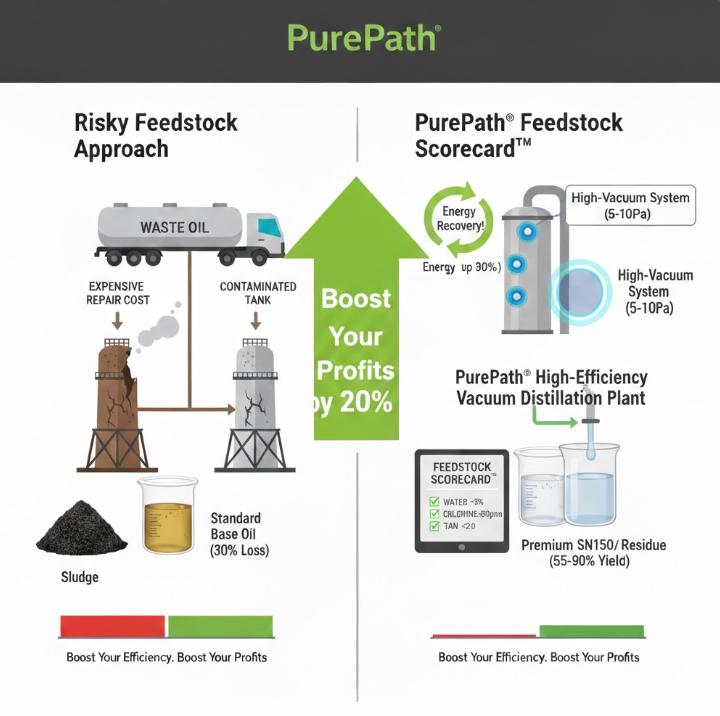
You can’t make premium SN300 oil from “garbage” feedstock. Successful used engine oil recycling plant business owners treat feedstock acquisition as a science, and they test every tanker before it unloads into the storage tanks.
Your batch’s profitability is based upon three warning signs:
- Water Content: If it’s over 10%, you’re throwing money away boiling the steam for no revenue.
- Chlorine Levels: If it’s too high, you’ll be creating hydrochloric acid, which can destroy your stainless steel equipment.
- Total Acid Number (TAN): If it’s too high, you’ll be doubling your chemical and catalyst expenses in an instant.
By using a “Feedstock Scorecard,” you can negotiate better prices for used oil or reject it if it will cost you six figures in repairs. In the used engine oil recycling business, profitability begins at the intake valve.
Maximizing the return on investment of your used oil recycling plant involves more than just processing; it requires precision in terms of yield, energy efficiency, and plant uptime. By optimizing these five areas, you transform used oil recycling into a high-margin industrial process.
PurePath technology has been specifically designed to conquer these five areas. Our used oil recycling plant solutions offer you high-vacuum technology (5Pa – 10Pa), heat recovery to reduce energy consumption by 30%, and anti-coking technology to extend plant uptime between maintenance cycles.
Maximize your plant’s efficiency today. Talk to a PurePath Engineer to see how our high-yield technology will revolutionize your profit margins.