Technologies in Used Oil Re-refining for High-Quality Re-Refined Base Oil
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
The modern industrial and automotive sectors generate substantial quantities of used oil annually. This waste stream, encompassing spent lubricating oils, hydraulic fluids, and industrial process oils, poses significant environmental challenges if not managed responsibly. Improper disposal, such as landfilling or direct burning, can lead to soil and water contamination, air pollution, and adverse effects on human health and ecosystems. The persistent nature of many oil components and the presence of heavy metals and other contaminants exacerbate these environmental risks, necessitating effective and sustainable management strategies for this ubiquitous waste material.

The Importance and Significance of Used Oil Re-refining
Used oil re-refining emerges as a crucial solution to mitigate the environmental burden associated with waste oil. This process transforms hazardous waste into a valuable resource, embodying the principles of a circular economy. The importance and significance of re-refining are multifaceted:
- Resource Recovery: Re-refining recovers valuable hydrocarbon constituents from used oil, reducing the reliance on virgin crude oil extraction. This conserves finite natural resources and lessens the environmental impact associated with the exploration, drilling, and transportation of crude oil.
- Environmental Protection: By diverting used oil from landfills and illegal disposal routes, re-refining prevents soil and water contamination. The controlled industrial processes involved in re-refining also minimize air emissions compared to uncontrolled burning. Furthermore, the production of re-refined base oil often has a lower carbon footprint than that of virgin base oil, contributing to climate change mitigation efforts.
- Economic Benefits: The re-refining industry creates jobs and generates economic activity. The production of re-refined base oil offers a cost-effective alternative to virgin base oil, particularly when considering the environmental regulations and disposal costs associated with used oil. This can enhance the competitiveness of industries that utilize base oils.
Definition and Application Prospects of Re-Refined Base Oil
Re-refined base oil is a high-quality hydrocarbon product obtained from the reprocessing of used oil. Through a series of advanced refining techniques, contaminants, wear metals, and oxidized components are removed, yielding a base oil that meets or even exceeds the specifications of virgin base oils derived from crude oil. Re-refined base oil can be used in a wide range of applications, including:
- Automotive and industrial lubricants
- Hydraulic fluids
- Transformer oils
- Metalworking fluids
- Greases
The application prospects for re-refined base oil are promising, driven by increasing environmental awareness, stringent regulations promoting waste recycling, and advancements in re-refining technologies that enhance product quality and yield. As industries and consumers become more environmentally conscious, the demand for sustainable and high-performance lubricants and industrial fluids derived from re-refined base oil is expected to grow significantly.

Overview of the Used Oil Re-Refining Process Flow
1. Typical Stages in Used Oil Re-Refining
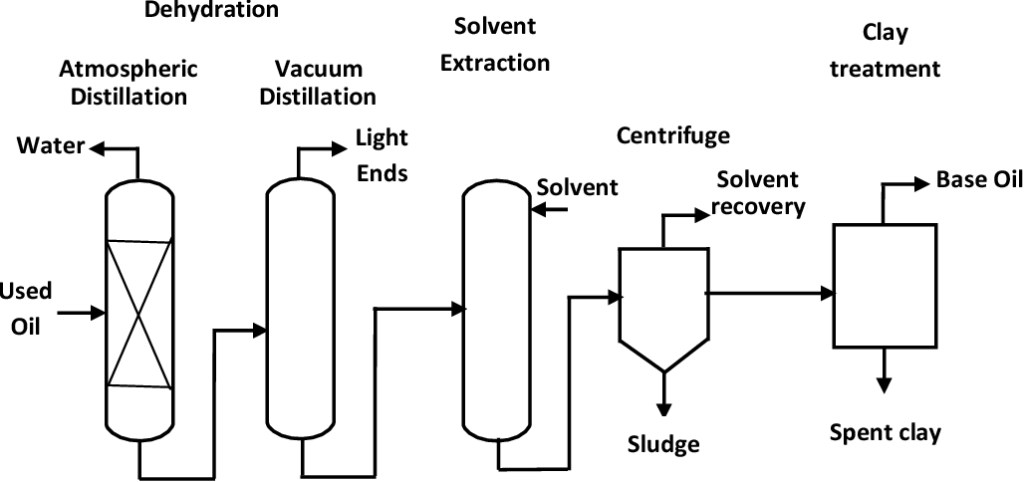
The used oil re-refining process typically involves several key stages designed to remove contaminants and restore the oil to a quality suitable for reuse as base oil. These stages generally include:
- Pre-treatment: This initial stage aims to remove gross contaminants such as water, sludge, and large particulate matter. Common pre-treatment methods include gravity settling, filtration, centrifugation, and demulsification. Chemical treatment may also be employed to break down emulsions and neutralize acidic components.
- Distillation: Following pre-treatment, the oil undergoes distillation to separate different fractions based on their boiling points. Atmospheric distillation removes lighter components like water and fuel contaminants. Vacuum distillation is then employed to separate the base oil fractions from heavier residues and additives under reduced pressure, preventing thermal degradation.
- Refining (Purification): This is the core stage where remaining impurities, such as oxidation products, additives, heavy metals, and colored compounds, are removed to produce high-quality re-refined base oil. Various technologies are employed in this stage, which will be discussed in detail in Section III.
- Finishing/Blending: The refined base oil fractions may undergo further finishing treatments, such as clay treatment or polishing filtration, to improve color and stability. Finally, different viscosity grades of re-refined base oil are often blended to meet specific market requirements. Additives may also be added to enhance performance characteristics for specific applications.
2. The Critical Role of the Refining Process
The refining process is the most critical stage in used oil re-refining as it directly determines the quality and suitability of the final re-refined base oil. Effective refining is essential for:
- Removing Impurities: This stage eliminates harmful contaminants that can degrade the performance and lifespan of lubricants and other oil-based products. These impurities include wear metals, silicon, chlorine, sulfur compounds, nitrogen compounds, and oxidized hydrocarbons.
- Improving Quality Parameters: Refining processes are designed to enhance key quality indicators of the base oil, such as viscosity index (a measure of viscosity stability with temperature changes), flash point (the lowest temperature at which the oil vaporizes and can form an ignitable mixture), pour point (the lowest temperature at which the oil can still flow), color, and oxidation stability.
- Ensuring Compliance with Specifications: The re-refined base oil must meet stringent industry specifications and quality standards to be used in various applications. The refining stage is crucial in achieving these specifications, ensuring that the re-refined product is comparable to or even superior to virgin base oils.
The advancements in refining technologies have significantly contributed to the production of high-quality re-refined base oil that can effectively compete with virgin base oils in the market. The following section will explore these cutting-edge technologies in detail.
What are the Advanced Technologies Applied in the Used Oil Re-Refining Process?
1. Efficient Separation Technologies
Efficient separation techniques play a vital role in the refining stage by selectively removing unwanted components from the used oil stream.
Wiped Film Evaporation (WFE)
- Principle: WFE is a thermal separation technique that utilizes a rotating wiper system to create a thin film of liquid on a heated surface under vacuum. Volatile components evaporate from the thin film and are condensed on a cooler surface, while the less volatile residue is continuously scraped off.
- Advantages: WFE offers short residence times, minimizing thermal degradation of heat-sensitive materials. It provides efficient separation of volatile and non-volatile components and can handle viscous liquids.
- Application in Used Oil Re-Refining: WFE is effectively used to separate lighter contaminants, such as water and fuel diluents, from the used oil and to remove heavier residues, including oxidized polymers and additives, before further refining steps.
Molecular Distillation (MD)
- Principle: MD is a specialized vacuum distillation technique that operates at very low pressures, allowing for the separation of substances with high boiling points or those that are thermally unstable. Separation occurs based on the difference in the mean free path of molecules.
- Advantages: MD enables the separation of high-boiling, heat-sensitive compounds with minimal thermal stress. It offers high separation efficiency and can achieve separations that are difficult or impossible with conventional distillation.
- Application in Used Oil Re-Refining: MD can be employed to separate high-boiling base oil fractions from heavier contaminants and to purify specific base oil cuts with high precision, improving the quality and yield of the re-refined base oil.
High-Efficiency Centrifugal Separation
- Principle: Centrifugal separation utilizes centrifugal force to separate components with different densities. Advanced centrifuges can generate high G-forces, enabling the efficient separation of fine solids and emulsified liquids.
- Technological Advancements: Recent advancements include the development of disk-stack centrifuges with sophisticated designs that enhance separation efficiency and handle high throughputs. Three-phase centrifuges can simultaneously separate solids, light liquid, and heavy liquid phases.
- Application in Used Oil Re-Refining: High-efficiency centrifugal separation is crucial for removing emulsified water, fine suspended particles (such as wear metals and soot), and sludge from used oil, improving the feed quality for downstream refining processes.
2. Advanced Hydrotreating Technology
Hydrotreating is a catalytic chemical process that uses hydrogen gas at elevated temperatures and pressures in the presence of a catalyst to remove various contaminants from the oil.
New High-Efficiency Catalysts
- Characteristics and Advantages: Modern hydrotreating catalysts exhibit enhanced activity, selectivity, and stability. They often consist of active metals (e.g., cobalt, molybdenum, nickel, tungsten) supported on high-surface-area carriers (e.g., alumina, silica). Advanced catalyst formulations and preparation techniques improve the dispersion of active metals and enhance their resistance to deactivation by coke deposition and metal poisoning.
- Applications in Used Oil Re-Refining: These high-efficiency catalysts are highly effective in:
- Desulfurization: Removing sulfur compounds, which are harmful pollutants and can poison other catalysts.
- Denitrogenation: Removing nitrogen compounds, which can also deactivate catalysts and contribute to NOx emissions upon combustion.
- Saturate Hydrocarbonization: Saturating olefins and aromatic compounds, improving the oxidation stability and viscosity index of the re-refined base oil.
Optimized Reactor Design and Process Conditions
- Enhancing Reaction Efficiency and Product Quality: Innovations in reactor design, such as improved mixing and flow distribution, and optimized process conditions (temperature, pressure, hydrogen partial pressure, space velocity) contribute to higher reaction rates, better contaminant removal, and improved product quality. Computational fluid dynamics (CFD) is increasingly used to model and optimize reactor performance.
Two-Stage or Multi-Stage Hydrotreating Processes
- Targeted Treatment of Different Impurities: Implementing two or more hydrotreating reactors in series, with different catalysts and operating conditions in each stage, allows for the tailored removal of specific types of impurities. For example, the first stage might focus on denitrogenation, while the second stage optimizes desulfurization and saturation. This approach leads to more efficient and thorough purification.
Hydrodesludging Pre-treatment
- Integration with Hydrotreating: Hydrodesludging is a pre-treatment technique that combines solvent extraction with mild hydrotreating to remove heavy metals, asphaltenes, and other sludge-forming precursors before the main hydrotreating stage. This integrated approach protects the main hydrotreating catalyst from fouling and enhances its lifespan and performance.

3. Enhancement of Solvent Refining Technology
Solvent refining involves using selective solvents to extract undesirable components, such as aromatic hydrocarbons and polar compounds, from the base oil.
Development and Application of New Environmentally Friendly Solvents
- Sustainability Focus: Traditional solvents like furfural and N-methylpyrrolidone (NMP) are effective but can have environmental and health concerns. Research efforts are focused on developing and implementing more environmentally friendly solvents with comparable or superior extraction capabilities. Examples include bio-based solvents and ionic liquids.
Dual-Stage or Multi-Stage Solvent Extraction Processes
- Improving Target Component Yield and Purity: Employing multiple solvent extraction stages with countercurrent flow or different solvent ratios in each stage can significantly enhance the yield and purity of the desired base oil fractions. This allows for more selective removal of unwanted components and minimizes the loss of valuable hydrocarbons to the extract phase.
4. Application of Catalytic Cracking Technology
Catalytic cracking, a process commonly used in petroleum refineries to break down large hydrocarbon molecules into smaller, more valuable ones, can also be applied in used oil re-refining.
Application of New High-Efficiency Catalysts in Used Oil Cracking
- Tailored Catalysts for Used Oil Feedstock: Novel catalysts with specific pore structures and active sites are being developed to effectively crack the complex hydrocarbon mixtures present in used oil while minimizing coke formation and maximizing the yield of desired base oil range hydrocarbons.
Optimized Reaction Processes and Product Selectivity
- Controlling Product Distribution: By carefully controlling the reaction temperature, pressure, space velocity, and catalyst type, the catalytic cracking process can be optimized to produce a higher proportion of hydrocarbons suitable for use as base oil, reducing the formation of lighter gases and heavy residues.
5. Intelligentization and Automation Control
The integration of intelligent systems and automation technologies is revolutionizing the efficiency and control of used oil re-refining processes.
Application of Distributed Control Systems (DCS)
- Integrated Process Management: DCS provides a centralized platform for monitoring and controlling various process parameters, such as temperature, pressure, flow rates, and liquid levels, ensuring stable and efficient operation of the entire re-refining plant.
Application of Online Monitoring and Diagnostic Technologies
- Real-Time Process Optimization and Fault Detection: Advanced sensors and analytical instruments enable continuous online monitoring of key process variables and product quality indicators. This real-time data allows for proactive adjustments to optimize process conditions and detect potential equipment malfunctions or process deviations early on, preventing costly downtime and ensuring consistent product quality.
Role of Big Data Analysis and Optimization in Improving Production Efficiency and Product Quality
- Data-Driven Decision Making: The vast amounts of data generated by online sensors and process control systems can be analyzed using big data techniques and machine learning algorithms to identify trends, optimize process parameters, predict equipment failures, and improve product quality. This data-driven approach enables more informed decision-making and continuous improvement in the re-refining process.

Advantages of Advanced Technologies in Re-Refined Base Oil Production
The implementation of these advanced technologies in used oil re-refining offers significant advantages in the production of high-quality re-refined base oil:
Significantly Improved Quality Indicators of Re-Refined Base Oil
Advanced refining techniques, particularly hydrotreating and molecular distillation, effectively remove impurities and undesirable components, leading to re-refined base oil with significantly improved viscosity index, flash point, pour point, color, and oxidation stability. These enhanced properties ensure that the re-refined base oil meets the demanding performance requirements of modern lubricants and industrial fluids.
Increased Base Oil Yield and Reduced Production Costs
Efficient separation technologies and optimized reaction processes in hydrotreating and catalytic cracking contribute to higher yields of valuable base oil fractions from the used oil feedstock. This increased yield, coupled with potentially lower feedstock costs compared to virgin crude oil, can significantly reduce the overall production cost of re-refined base oil.
Reduced Secondary Pollutant Generation and Cleaner Production Processes
Advanced technologies, such as environmentally friendly solvents and efficient hydrotreating catalysts, minimize the generation of hazardous byproducts and emissions during the re-refining process. The implementation of closed-loop systems and wastewater treatment technologies further contributes to a cleaner and more sustainable production process.
Reduced Energy Consumption and Improved Resource Utilization Efficiency
Techniques like wiped film evaporation and molecular distillation operate under vacuum, reducing the energy required for thermal separation. Optimized catalytic processes and intelligent automation also contribute to lower energy consumption and more efficient utilization of resources, enhancing the environmental and economic sustainability of used oil re-refining.

In conclusion, the application of advanced technologies in the used oil re-refining process has profoundly elevated the quality, efficiency, and environmental sustainability of re-refined base oil production. Innovations in separation, hydrotreating, solvent extraction, catalytic cracking, and process automation have collectively transformed re-refining into a highly viable and eco-friendly alternative to virgin oil production.
Continuous research and the adoption of cutting-edge technologies will be crucial in further advancing this sector, supporting the global agenda of resource conservation, environmental protection, and sustainable development.