

How Waste Oil to Diesel Plant Co-Distilling Waste Motor Oil and Pyrolysis Oil
Written By: Mr.Ran
Senior Petrochemical & Waste Oil Recycling Engineer
Deeply involved in the design, manufacturing, and optimization of various waste oil recycling and petrochemical equipment, delivering practical and efficient solutions for clients worldwide.
As a process engineer specializing in resource recovery refinery setups, I am frequently asked by refinery managers if different hazardous hydrocarbon waste streams can be co-processed. Specifically, operators using the PurePath waste oil to diesel plant want to know if they can combine waste motor oil and pyrolysis oil within the same production cycle.
The direct technical answer is yes. In our PurePath waste oil to diesel plants, processing a blended mixture of waste motor oil and pyrolysis oil—whether derived from waste tire processing or scrap plastic thermal degradation—is entirely feasible. This co-processing approach provides a very efficient pathway for refinery operators to maximize feedstock flexibility and optimize the economics of raw material sourcing.
However, achieving successful industrial execution without compromising equipment longevity or final product specifications is not as simple as dumping both feedstocks into a single storage tank. To successfully transform a blended stream via a waste oil to diesel infrastructure, engineers must exercise tight, systematic process control over specific blending configurations, vapor-phase catalyst management, and precise distillation temperature staging.

The Chemistry Breakdown of Waste Motor Oil and Pyrolysis Oil
To understand the operational parameters of a waste oil to diesel plants, we must examine the underlying chemical frameworks of these two distinct hydrocarbon streams.
Waste motor oil, primarily composed of degraded automotive and industrial lubricants, consists of highly uniform, long-chain paraffinic and naphthenic hydrocarbons ranging from C20 to C50. In a standard waste oil to diesel configuration, these heavy lubricants require structured thermal or catalytic cracking to cleanly sever the long-chain covalent bonds and convert them into the lower molecular weight diesel range, which spans from C10 to C21 hydrocarbons.
Conversely, unrefined pyrolysis oil generated from tire or plastic decomposition is highly complex and inherently unstable. It contains high concentrations of olefinic compounds, complex aromatic rings, organic acids, and micro-carbon black particulate matter. Consequently, pyrolysis oil exhibits a highly volatile boiling point distribution.
The core engineering challenge of co-processing within a waste oil to diesel plant involves blending these stable, long-chain lubricants with highly reactive, unstable olefins. If the process is not carefully balanced, mixing these distinct streams can trigger accelerated polymerization reactions and rapid thermal coking inside the main distillation reactor.
The Golden Ratio: Recommended Blending Configurations
To mitigate coking and maintain predictable throughput in the waste oil to diesel plant, operators must strictly adhere to verified feedstock ratios. The table below outlines the operational impacts of various blending profiles based on empirical field data from our waste oil distillation plants.
| Property / Parameter | Pure Waste Motor Oil Setup | The Ideal Blend (Recommended) | High Pyrolysis Stress Test |
| Feedstock Ratio | 100% Waste Motor Oil | 75% Waste Motor Oil / 25% Pyrolysis Oil | 50% Waste Motor Oil / 50% Pyrolysis Oil |
| Coking Risk Factor | Low | Moderate (Manageable) | High (Accelerated) |
| Catalyst Lifespan | Baseline (100%) | ~85% of Baseline | < 60% (Frequent replacement) |
| Final Diesel Color | Water-white / Light Yellow | Light Straw Yellow | Darkens rapidly if unpolished |
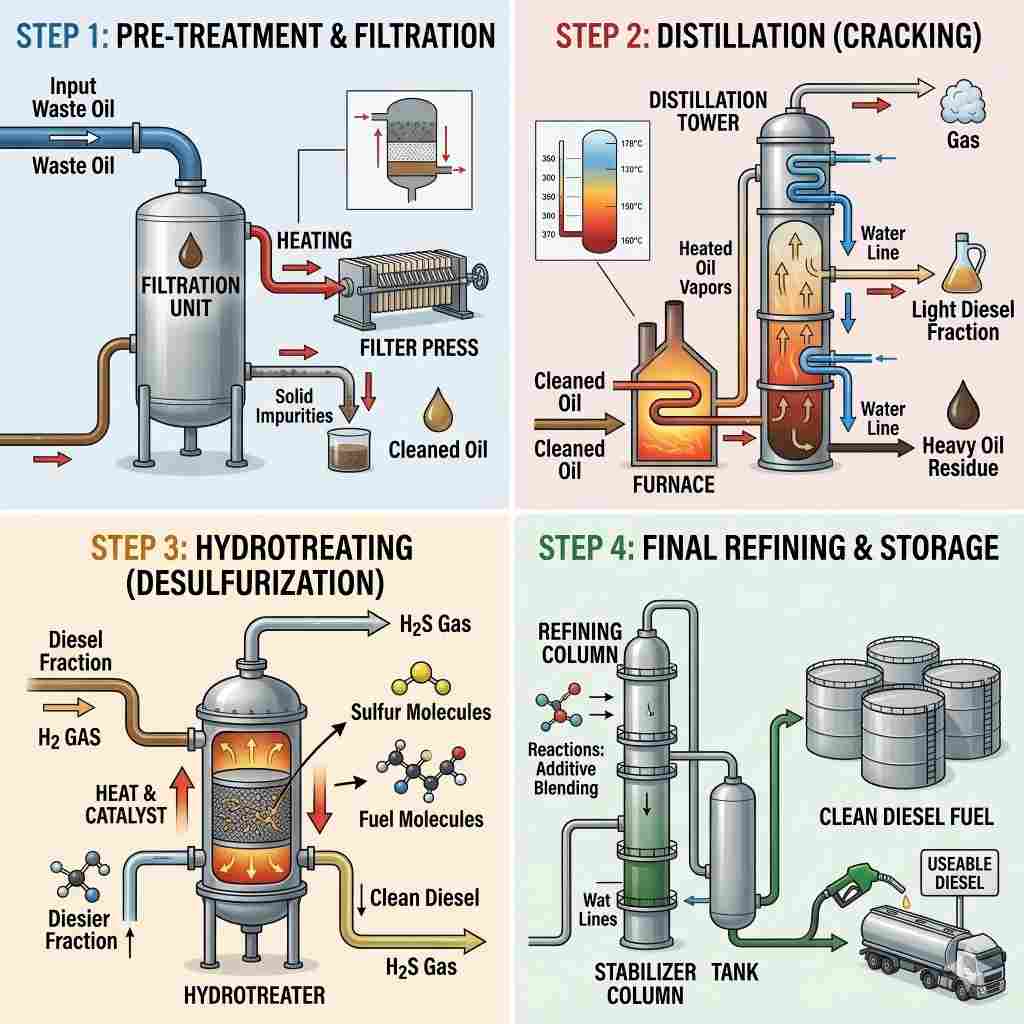
Step-by-Step Process Adjustments for PurePath Waste Oil to Diesel Plants
When converting a blended feedstock stream in a waste oil to diesel plant, standard operating procedures must be adjusted. Operators must execute the following four sequential process modifications to ensure stable, continuous refining:
Step 1: Advanced Dehydration and Pre-Filtration
Pyrolysis oil consistently introduces high water content and suspended micro-carbon black particulates into the system. Operators must route the raw blended feedstock through the integrated PurePath flash evaporation phase before it enters the main reactor. This pre-treatment step strips moisture levels down to below 0.5%. Removing this moisture prevents intense pressure surges and localized thermal shocks inside the main distillation column.
Step 2: Re-tuning the Vapor-Phase Cracking Curve
Because the volatile compounds within pyrolysis oil crack at lower temperatures than heavy automotive lubricants, operators must decrease the initial heating ramp rate of the reactor. The temperature gradient in the distillation system requires close control. This particular tuning prevents the more volatile fractions of the pyrolysis oil from boiling off too quickly, resulting in vapour-flooding and fluid carryover within the fractionating column.
Step 3: Optimizing Fractionation Column Reflux
Refinery technicians must manually adjust the internal reflux ratio at the top of the fractionating column. The addition of pyrolysis oil adds light-end gasoline and naphtha fractions, which makes the internal liquid reflux rate of the system increase. This change avoids the contamination of the flashpoint of the target diesel cut with these volatile, low-boiling-point fractions so that the final product is within the legal commercial specifications.
Step 4: Doping the Diesel Polishing System
The high concentration of olefinic compounds inherent in tire and plastic pyrolysis oils causes the raw distilled diesel fraction to oxidize rapidly when exposed to atmospheric oxygen, turning brown or dark red. To maintain color stability and product shelf life, operators must increase the compound dosing ratio within the PurePath adsorbent and clay-filtration system by 15% to 20% compared to a standard waste motor oil run.
Key Engineering Red Flags to Monitor
Engineers managing a blended waste oil to diesel distillation process must closely monitor several critical operational indicators to prevent unscheduled maintenance shutdowns:
- Accelerated Catalyst Poisoning: Plastic pyrolysis oil generally contains high levels of organic chlorine from polyvinyl chloride contaminants, and tire pyrolysis oil has high levels of sulfur. These can rapidly chemically deactivate and poison synthetic zeolite catalysts. These alternate feedstocks require more frequent catalyst monitoring in the vapor phase and replacement intervals.
- Heat Exchanger Fouling: The relatively cold pyrolysis oil mixed with the hot waste motor oil in the feedstock pre-heaters can precipitate heavy polymers out of the liquid phase. All feedstock blending must take place within dedicated mechanical agitation tanks where the minimum temperature should be 50°C to ensure that all fluid is fully homogenized to prevent serious fouling of the heat exchanger.
- Asphalt and Sludge Discharge Auditing: Co-processing highly aromatic pyrolysis oil yields a higher volume of heavy, non-distillable carbonaceous residue. The automatic residue discharge screw or high-temperature sludge pump on the waste oil to diesel plant must be programmed to cycle more frequently to prevent heavy sediment accumulation at the bottom of the reactor.
Refinery managers should put in place a conservative 75:25 blending ratio, keep modulating the fractionating column top temperatures all the time, and also raise the chemical polishing parameters. If you follow these exact engineering directions, your waste oil to diesel distillation setup will, in a safe and efficient manner, generate high-value, commercially viable diesel fuel.

Frequently Asked Questions
Q1: Will blending pyrolysis oil ruin the Euro 5 standards of the output diesel?
A1: No, it will not reduce the fuel quality if the pyrolysis oil concentration is kept strictly below 30% of the total feedstock blend. The multi-stage vacuum fractionation arrangement, together with the reactive chemical polishing system, effectively separates, refines, and purifies the hybrid hydrocarbon streams to stable fuel parameters.
Q2: Do I need extra equipment to switch from 100% waste motor oil to a blended feedstock?
A2: No structural modifications are required on a standard, fully configured PurePath waste oil to diesel distillation line. However, integrating an inline homogenization tank equipped with a thermal jacket and mechanical agitator is highly recommended to guarantee feedstock uniformity before the oil enters the pre-heating stage.

